2026-05-22
2026-05-22 Una molla a gas sembra apparentemente semplice: un cilindro pressurizzato con un'asta scorrevole. Ma ogni superficie che sigilla, guida o sopporta il carico deve essere lavorata secondo specifiche esatte. Se si perde il diametro del foro anche di pochi centesimi di millimetro, l'azoto fuoriesce dalle guarnizioni, la molla perde la sua forza nominale e un cliente OEM rifiuta l'intero lotto. Lavorazione CNC di molle a gas per autoveicoli è quindi uno di quei processi in cui le tolleranze non sono negoziabili e ogni decisione sul percorso utensile ha una conseguenza a valle sulla vita del prodotto.
Questo articolo illustra le operazioni di lavorazione critiche, i materiali, i requisiti di tolleranza e le fasi di finitura superficiale coinvolte nella produzione di componenti di molle a gas per autoveicoli di alta qualità, sia che tu stia quotando un ciclo di produzione o progettando parti per la producibilità.
Un gruppo di molle a gas per autoveicoli contiene diversi componenti lavorati, ciascuno con funzione e criticità dimensionale distinte. Capire cosa fa ciascuna parte rende più semplice specificare il processo e le tolleranze corretti fin dall'inizio.
Il cilindro è l'alloggiamento esterno, solitamente un tubo di acciaio o alluminio senza saldatura che contiene azoto pressurizzato. Le operazioni CNC qui si concentrano sulla finitura dei fori e sulla lavorazione delle superfici. Il foro interno deve essere levigato o tornito per ottenere sia il diametro corretto che una rugosità superficiale sufficientemente bassa da consentire alle guarnizioni del pistone di scivolare senza attrito o usura eccessivi. I diametri interni dei cilindri delle molle a gas per autoveicoli variano comunemente da 10 mm a 60 mm, con tolleranze del foro nell'intervallo H7 (tipicamente ± 0,010–0,025 mm a seconda del diametro).
Lo stelo del pistone è il singolo componente più critico dal punto di vista dimensionale. Deve essere diritto entro limiti ristretti, avere un diametro entro tolleranze strette per l'adattamento della tenuta e avere una finitura superficiale che resiste sia all'usura che alla corrosione. La tornitura CNC produce l'asta grezza; la successiva rettifica senza centri e la cromatura dura o la nitrocarburazione sono fasi post-lavorazione standard. I diametri dello stelo in genere vanno da 6 mm a 28 mm nelle applicazioni automobilistiche e le deviazioni di rettilineità superiori a 0,05 mm su 300 mm di lunghezza possono causare il grippaggio del pistone e un cedimento accelerato della guarnizione.
Il pistone stesso è lavorato per adattarsi al foro con un gioco controllato. Trasporta la geometria del passaggio del gas (scanalature, fori o profili a gradini) che regola il comportamento del flusso del gas durante la compressione e l'estensione. Le operazioni di tornitura e fresatura CNC creano queste caratteristiche. Qualsiasi bava lasciata nel passaggio del gas o nella scanalatura della guarnizione altera le caratteristiche del flusso e rischia di danneggiare la guarnizione durante il montaggio.
La guida dello stelo allinea e sostiene lo stelo del pistone all'estremità aperta del cilindro. Richiede un diametro interno dell'alesaggio preciso che corrisponda al diametro dello stelo e un diametro esterno per adattarsi all'alesaggio del cilindro senza gioco. I cappucci terminali per i progetti sigillati sono spesso crimpati o filettati in posizione, quindi la geometria della filettatura e l'ortogonalità della faccia sono importanti per un assemblaggio senza perdite. Queste parti sono generalmente tornite a CNC in acciaio o tecnopolimeri rinforzati con inserti metallici.
La scelta del materiale influisce su ogni decisione di lavorazione a valle: velocità di taglio, selezione degli utensili, metodi di finitura superficiale e criteri di ispezione finale. I componenti delle molle a gas per autoveicoli sono realizzati prevalentemente con un piccolo insieme di materiali, ciascuno con caratteristiche di lavorazione note.
| Component | Materiale tipico | Considerazioni chiave sulla lavorazione |
|---|---|---|
| Tubo del cilindro | Acciaio senza saldatura trafilato a freddo (ad es. ST52, E235) | Il foro pretrafilato riduce la lavorazione interna; la levigatura finale raggiunge la Ra finale |
| Asta del pistone | Acciaio al carbonio cementato (ad es. C45, 42CrMo4) | Cromatura dura o nitrurazione dopo tornitura CNC; rettifica fino al diametro finale |
| Pistone | Pressofusione di zinco, acciaio o polimero POM | Le parti pressofuse necessitano di tornitura finale; le parti in polimero necessitano di strumenti affilati e a bassa temperatura |
| Guida asta/tappo terminale | Ottone, alluminio o acciaio | Macchine in ottone liberamente; l'alluminio richiede liquido refrigerante per la qualità della superficie |
| Varianti leggere | Lega di alluminio (ad esempio, 6061-T6, 7075) | Possibili velocità di avanzamento elevate; anodizzazione necessaria per la protezione dalla corrosione |
L'acciaio rimane la scelta dominante per i componenti strutturali grazie alla sua elevata resistenza alla trazione e al ben noto comportamento a fatica sotto carichi ciclici di pressione del gas. Le leghe di alluminio vengono utilizzate più spesso nelle applicazioni per autovetture sensibili al peso – i montanti del cofano del bagagliaio sono un tipico esempio – dove la pressione operativa inferiore consente sezioni di parete più sottili e diametri delle aste più piccoli. Per qualsiasi componente delle molle a gas in alluminio, l'anodizzazione o il rivestimento duro sono obbligatori per prevenire la corrosione da sfregamento sull'interfaccia stelo-guarnizione.
Le prestazioni della molla a gas sono direttamente governate dal rapporto dimensionale tra lo stelo del pistone, l'alesaggio del cilindro e gli elementi di tenuta. Specificare le tolleranze in modo troppo approssimativo rischia di provocare perdite e una durata di servizio breve; specificarli più rigorosi del necessario fa aumentare i costi di lavorazione senza aggiungere valore funzionale. La tabella seguente riassume gli obiettivi di tolleranza pratica per le principali interfacce di adattamento.
| Interfaccia | Tipo adatto | Tolleranza tipica (diametro) | Scopo |
|---|---|---|---|
| Asta del pistone OD / seal ID | Corsa ravvicinata (f7/H7) | ±0,010–0,015 mm | Assicura il contatto della guarnizione senza trascinamento dello stelo |
| Alesaggio cilindro/diametro esterno pistone | Spazio (H7/e8) | Gioco 0,020–0,060 mm | Consente la corsa del pistone senza contatto metallico |
| Diametro esterno guida stelo/alesaggio cilindro | Transizione (H7/js6) | 0–0,015 mm | Previene l'oscillazione della guida; preserva l'allineamento dell'asta |
| Infilare il cappuccio terminale | Norma 6H/6g | Metrica ISO, vestibilità media | Sigillatura sotto pressione; facilità di montaggio |
Per dimensioni del foro critiche, La sola tornitura CNC raramente è sufficiente come operazione finale . La levigatura aggiunge la combinazione di precisione dimensionale e disposizione superficiale controllata richiesta dalle tenute: un foro tornito con Ra 0,8 µm riduce la durata della tenuta rispetto a una superficie levigata con Ra 0,2–0,4 µm. I diametri dello stelo del pistone vengono rettificati in modo simile dopo la tornitura, con la fase di rettifica che mantiene la fascia di tolleranza finale h6 o f7 necessaria per il corretto inserimento della tenuta.
Oltre al diametro, i componenti delle molle a gas richiedono il controllo degli errori di forma. Un foro che rientra nella tolleranza del diametro ma significativamente eccentrico genererà una compressione della tenuta non uniforme, portando a percorsi di perdita localizzati. I requisiti di rotondità per gli alesaggi dei cilindri nella produzione di molle a gas per autoveicoli sono generalmente 0,003–0,008 mm (3–8 µm), ottenibili con una tornitura CNC di qualità seguita da affilatura su una macchina dedicata. La cilindricità, ovvero la combinazione di rotondità e rettilineità sull'intera lunghezza del foro, è importante soprattutto per i cilindri più lunghi in cui la crescita termica durante la lavorazione può introdurre errori di canna o conicità.
I valori di rugosità superficiale sono specificati come Ra (rugosità media aritmetica) e devono essere verificati con un profilometro, non stimati mediante ispezione visiva. Le superfici di lavoro dell'alesaggio del cilindro e dell'asta del pistone hanno ciascuna obiettivi distinti:

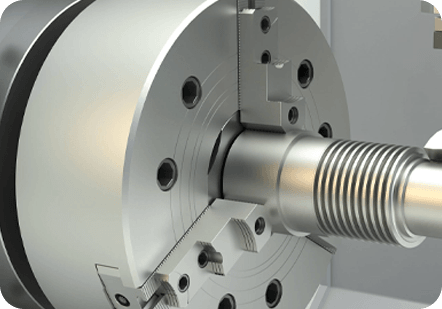
La geometria cilindrica dei componenti delle molle a gas rende la tornitura CNC il processo di produzione dominante. I moderni centri di tornitura CNC, in particolare le macchine a doppio mandrino e doppia torretta, sono particolarmente adatti alla produzione di molle a gas per il settore automobilistico perché possono completare un pezzo in un unico setup, eliminando gli errori di rifissaggio che degradano la concentricità tra il foro e il diametro esterno.
Le aste dei pistoni sono generalmente prodotte da barre su un tornio CNC con un alimentatore di barre. La sequenza di tornitura comprende la sgrossatura del diametro esterno, la filettatura sull'estremità dell'attacco, la creazione di sottosquadri per anelli elastici o scanalature di tenuta e la smussatura. Poiché la barra è il materiale di partenza, la rettilineità del materiale in entrata è importante: la barra curva introduce un disallineamento che si estende alla barra finita e può essere corretto solo mediante rettifica senza centri. Specificare la rettilineità della barra grezza entro 0,5 mm per metro prima della lavorazione impedisce la rilavorazione a valle.
I componenti delle molle a gas sono prodotti ad alto volume. I fornitori OEM del settore automobilistico che producono decine di migliaia di cilindri al mese necessitano di tempi di ciclo compresi tra 30 e 90 secondi per parte per essere competitivi in termini di costi. I centri di tornitura CNC a doppia torretta risolvono questo problema lavorando due elementi contemporaneamente, ad esempio la sgrossatura del diametro esterno e la finitura dell'alesatura del diametro interno, riducendo i tempi ciclo del 30-50% rispetto alle operazioni sequenziali su una macchina a torretta singola. Il funzionamento notturno a luci spente con l'alimentazione automatica delle barre e la raccolta dei pezzi riduce ulteriormente il costo per pezzo per tirature ad alto volume.
Alcuni modelli di molle a gas richiedono porte radiali, fori di riempimento trasversali o superfici fresate sull'estremità del cilindro per l'innesto degli utensili di assemblaggio. Un centro di tornitura CNC con utensili motorizzati gestisce queste caratteristiche nella stessa configurazione delle operazioni di tornitura, evitando un'operazione secondaria di fresatura CNC. Ciò è particolarmente importante per le porte di riempimento del gas (fori di piccolo diametro praticati radialmente nella parete del cilindro) dove la precisione della posizione rispetto alla linea centrale del foro influisce sull'adattamento del tappo di tenuta.
Le superfici grezze lavorate a CNC non sono quasi mai la condizione superficiale finale dei componenti delle molle a gas per autoveicoli. I requisiti prestazionali di corrosione, usura e attrito determinano tutti i trattamenti post-lavorazione che devono essere presi in considerazione nelle dimensioni lavorate originali.
Il cromo duro è il trattamento superficiale più comune per le aste dei pistoni. Dopo la rettifica si deposita un tipico strato di cromo di 10–25 µm, che viene poi nuovamente rettificato fino al diametro finale. Questa sequenza "piastra e molatura" raggiunge sia la durezza superficiale (900–1000 HV) necessaria per resistere all'usura delle guarnizioni, sia la finitura Ra 0,1 µm richiesta per il funzionamento a basso attrito. Il cromo si aggiunge al diametro dell'asta, quindi il diametro rettificato pre-cromo deve essere calcolato per rientrare nella tolleranza dopo il deposito di cromo, una fase che richiede un controllo coerente del processo di placcatura e una stretta comunicazione tra l'officina meccanica e l'impianto di placcatura.
Per le applicazioni in cui la cromatura è limitata a causa delle normative ambientali (il cromo esavalente è soggetto alle restrizioni REACH in Europa), la nitrocarburazione, chiamata anche nitrocarburazione ferritica o trattamento Tenifer/Melonite, è l'alternativa preferita. Il processo diffonde azoto e carbonio nella superficie dell'acciaio per formare uno strato di composto duro spesso 10–20 µm, combinato con una zona di diffusione più profonda che aumenta la resistenza alla fatica. A differenza della cromatura, la nitrocarburazione produce un cambiamento dimensionale minimo (in genere una crescita inferiore a 5 µm), quindi le barre con tolleranze strette possono spesso essere lavorate senza una fase di rettifica post-trattamento. La superficie risultante ha un'eccellente resistenza alla corrosione e un caratteristico aspetto grigio scuro.
Gli alesaggi dei cilindri vengono levigati dopo la tornitura CNC per ottenere contemporaneamente il diametro finale, la rotondità e la struttura della superficie. Affilatura del plateau — un processo di levigatura in due fasi utilizzando una pietra più grossa seguita da una pietra di finitura fine — produce una superficie con avvallamenti poco profondi per la ritenzione dell'olio e punte appiattite che resistono all'usura. Questo profilo viene misurato mediante parametri Rk (profondità di rugosità del nucleo, altezza ridotta del picco, profondità ridotta della valle) anziché semplici valori Ra e deve essere specificato sui disegni per applicazioni di foro critiche. I fori levigati a plateau prolungano la durata della tenuta in modo significativo rispetto alle superfici tornite diritte o levigate in un unico passaggio.
I tubi dei cilindri e i componenti strutturali in acciaio che non necessitano di una superficie antiusura sono generalmente galvanizzati in zinco-nichel per la protezione dalla corrosione. Lo zinco-nichel (contenuto di nichel del 12–15%) offre una resistenza alla nebbia salina sostanzialmente migliore rispetto alla zincatura convenzionale: in genere 720–1000 ore alla ruggine rossa nei test in nebbia salina neutra rispetto a 120–240 ore per il solo zinco. Per le molle a gas esterne o sottoscocca di automobili esposte al sale stradale e all'umidità, questa prestazione anticorrosione è richiesta dalla maggior parte delle specifiche OEM.
La lavorazione delle molle a gas per il settore automobilistico opera nel rispetto di rigidi sistemi di qualità, in genere IATF 16949 o ISO 9001 con requisiti specifici del cliente per il settore automobilistico. L'ispezione non è un passaggio finale: è integrata nel flusso di produzione attraverso il controllo statistico del processo e la misurazione in-process.
La misurazione dell'aria è il metodo preferito per l'ispezione del diametro di volumi elevati perché è veloce (misurazione in meno di 2 secondi), senza contatto e altamente ripetibile. Un mandrino del manometro inserito nel foro o posizionato attorno a un'asta misura la contropressione dell'aria, che è direttamente correlata al diametro tramite un master di calibrazione. I misuratori dell'aria sono generalmente integrati nella cella di tornitura CNC in modo che ogni parte venga misurata prima dello scarico, consentendo un feedback in tempo reale al sistema di compensazione dell'offset della macchina utensile.
L'ispezione della macchina di misura a coordinate (CMM) viene utilizzata per l'approvazione del primo articolo, controlli periodici e qualsiasi caratteristica che la misurazione dell'aria non può misurare facilmente, inclusi il diametro primitivo della filettatura, la perpendicolarità del foro rispetto alla faccia e la posizione dei fori trasversali. I programmi CMM per i componenti delle molle a gas vengono generalmente scritti per corrispondere ai richiami GD&T del disegno e i rapporti di misurazione risultanti vengono inviati al cliente come parte del processo di approvazione delle parti di produzione (PPAP).
Dopo l'assemblaggio, il test di tenuta al 100% è una pratica standard per le molle a gas per autoveicoli. Il metodo più comune utilizza la spettrometria di massa dell'elio o il test di decadimento della pressione differenziale. Il test della pressione differenziale è più pratico per la produzione in grandi volumi: la molla assemblata viene pressurizzata a una pressione di prova, isolata, e qualsiasi caduta di pressione in un periodo prestabilito (tipicamente 10-30 secondi) viene confrontata con una soglia di scarto. Un test di decadimento della pressione ben calibrato può rilevare in modo affidabile tassi di perdita inferiori a 1 cc/min di azoto alla pressione di esercizio.
I progettisti che specificano i componenti delle molle a gas per autoveicoli possono ridurre significativamente i costi di lavorazione seguendo alcune regole pratiche. Questi non compromettono la funzionalità: allineano il design con le capacità naturali della tornitura CNC e dei processi correlati.
Fenglan lo è Produttore di componenti elettrici di precisione in Cina, Produttori di componenti di precisione per il settore automobilistico e Fornitori di componenti di precisione industriale. Il vostro partner affidabile nella produzione di parti e componenti dal 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina
Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina  Privacy
Privacy



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17