2026-03-16
2026-03-16 Un albero motore di precisione è il componente di uscita meccanico di un motore elettrico: l'elemento cilindrico rotante che trasmette la coppia dal rotore del motore al carico condotto attraverso giunti, ingranaggi, pulegge, pignoni o collegamenti con interferenza diretta. The word "precision" in this context is not a marketing qualifier; si riferisce alle strette tolleranze dimensionali, ai requisiti di precisione geometrica e alle specifiche di finitura superficiale che distinguono un albero motore di precisione da un albero commerciale standard. In applicazioni che vanno dai dispositivi medici e strumenti di laboratorio ai servoazionamenti, alla robotica e agli attuatori aerospaziali, la precisione dimensionale dell'albero determina direttamente le prestazioni del sistema: qualità di adattamento del cuscinetto, concentricità dell'accoppiamento, livelli di vibrazione, precisione di rotazione e, in definitiva, l'affidabilità dell'intero gruppo condotto.
Even small deviations from specified shaft geometry can cascade into serious system-level problems. A shaft diameter that is 0.01mm oversize will cause a press-fit bearing to be over-stressed during assembly and may crack the inner race. Un albero con un'eccentricità di 0,005 mm sul perno del cuscinetto imporrà un carico ciclico sul cuscinetto alla frequenza di rotazione dell'albero, riducendone drasticamente la durata di servizio L10. Un albero con ruvidità superficiale errata sulla sede del cuscinetto (troppo ruvida) si salderà alla pista interna del cuscinetto durante il funzionamento, rendendo distruttivo lo smontaggio. Questi non sono casi limite; they are the routine consequences of sourcing motor shafts to inadequate precision grades, and understanding what makes a albero motore di precisione genuinely precise is essential for anyone specifying, procuring, or designing with these components.
Un albero motore di precisione non è un semplice cilindro: è un componente multifunzionale in cui ciascuna zona è progettata per interfacciarsi con uno specifico componente di accoppiamento e ciascuna interfaccia impone i propri requisiti dimensionali, geometrici e di finitura superficiale. Understanding the function of each feature helps when writing specifications and evaluating supplier capability.
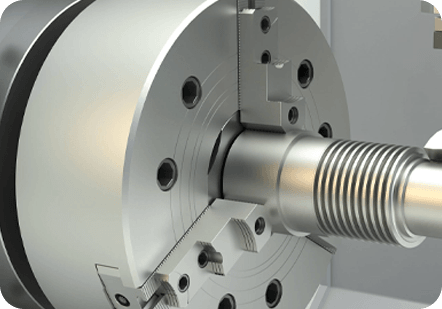
The bearing journals are the cylindrical sections of the shaft that seat inside the motor's rolling element or plain bearings. These are typically the most dimensionally critical sections of the entire shaft. Il diametro del perno deve rispettare una tolleranza ristretta (tipicamente grado IT5 o IT6 secondo ISO 286, che si traduce in tolleranze da ±0,003 mm a ±0,008 mm su diametri compresi tra 5 mm e 50 mm) per ottenere il corretto accoppiamento del cuscinetto. Un accoppiamento con gioco viene utilizzato per i cuscinetti che devono essere pressati sull'albero con la forza della mano o con attrezzi leggeri (accoppiamento di transizione), mentre un accoppiamento con interferenza viene utilizzato quando l'anello interno del cuscinetto deve essere bloccato saldamente sull'albero per evitare lo scorrimento sotto carico. La ruvidità superficiale sui perni dei cuscinetti è specificata da Ra 0,4 µm a Ra 0,8 µm per i cuscinetti volventi e Ra 0,2 µm o più fine per cuscinetti idrodinamici piani dove la finitura superficiale influisce direttamente sulla formazione del film d'olio che supporta l'albero.
L'estremità di uscita o di comando di un albero motore di precisione è la sezione che si collega al carico, tramite un mozzo con chiavetta, un giunto scanalato, un pignone, una puleggia, un disco encoder o un altro elemento di trasmissione di potenza. Keyways machined into the shaft provide a positive rotational drive connection that transmits torque without relying on interference alone. Le estremità dell'albero scanalate, sia con profilo ad evolvente che con lati diritti, distribuiscono la coppia su più punti di contatto, fornendo una maggiore capacità di coppia e una migliore tolleranza al disallineamento rispetto alle sedi per chiavetta singole. Le estremità dell'albero coniche rettificate di precisione vengono utilizzate in applicazioni che richiedono un facile montaggio e smontaggio dei mozzi senza chiavetta, dove l'angolo conico crea un accoppiamento con interferenza autobloccante o rilasciabile a seconda dell'applicazione di un dado di serraggio assiale. Thread features at the shaft end retain coupling hubs, encoder discs, or end caps against axial loads.
In most electric motor designs, the rotor lamination stack or permanent magnet assembly is interference-fitted directly onto the motor shaft. La zona di montaggio del rotore deve avere un diametro controllato con precisione per un accoppiamento con interferenza specifico che fornisca un'adeguata trasmissione della coppia senza causare la rottura dei lamierini del rotore durante il montaggio a pressione. Nei motori ad alta velocità, l'interferenza tra rotore e albero deve resistere anche all'espansione centrifuga del rotore alla massima velocità: se l'interferenza è insufficiente, il rotore può allentarsi alla velocità, causando uno squilibrio catastrofico. La rotondità della zona di montaggio del rotore influisce direttamente sulla qualità dell'equilibrio dinamico ottenibile dopo l'assemblaggio del rotore: un albero eccentrico introduce un errore di eccentricità nella distribuzione della massa del rotore che non può essere completamente corretto dal successivo bilanciamento.
Diameter transitions between shaft sections create shoulders that axially locate bearings, rotors, and other components along the shaft. L'ortogonalità di queste spalle rispetto all'asse dell'albero (tolleranza di perpendicolarità) determina la perpendicolarità dei cuscinetti e dei rotori, influenzando il precarico e l'allineamento assiale. Le scanalature sottosquadro alla base delle spalle e alle estremità delle sezioni rettificate alleviano la concentrazione di sollecitazioni creata da bruschi cambiamenti di diametro, migliorando significativamente la durata a fatica dell'albero sotto carichi torsionali e flettenti ciclici. Sugli alberi motore di precisione ad alto numero di cicli, questi raggi di sottosquadro e la loro finitura superficiale sono importanti per la durata utile quanto la resistenza complessiva del materiale dell'albero.
La scelta del materiale per un albero motore di precisione implica il bilanciamento di lavorabilità e rettificabilità (che determina la precisione dimensionale ottenibile), resistenza meccanica e resistenza alla fatica (che determina capacità di carico e durata), proprietà magnetiche (fondamentali nelle applicazioni in cui l'albero passa attraverso il circuito magnetico del motore) e resistenza alla corrosione (per applicazioni in ambienti umidi, chimicamente aggressivi o per uso alimentare).
| Material | Grado tipico | Proprietà chiave | Applicazione comune |
| Acciaio al carbonio | C45, 1045, S45C | Good strength, machinable, low cost | Motori industriali generali, HVAC, pompe |
| Acciaio legato | 42CrMo4, 4140, SCM440 | Elevata resistenza, resistente alla fatica, trattabile termicamente | Servo motors, high-torque drives, gearbox outputs |
| Acciaio da cementazione | 16MnCr5, 8620 | Superficie dura, nucleo duro, resistente all'usura | Alberi con pignoni integrali, perni di banco ad alta usura |
| Acciaio inossidabile | 303, 316, 17-4PH | Resistente alla corrosione, non magnetico (austenitico) | Dispositivi medici, trasformazione alimentare, motori marini |
| Lega di titanio | Ti-6Al-4V | High strength-to-weight, non-magnetic, corrosion resistant | Attuatori aerospaziali, motori compatibili con la risonanza magnetica |
| Lega di alluminio | 7075-T6, 6061-T6 | Leggero, non magnetico, buona lavorabilità | Piccoli motori ad alta velocità, azionamenti UAV, robotica |
Molti materiali degli alberi motore di precisione vengono trattati termicamente per sviluppare le proprietà meccaniche richieste: tempra e rinvenimento di acciai legati per raggiungere una resistenza alla trazione di 900–1.200 MPa, cementazione di acciai bassolegati per ottenere una superficie dura resistente all'usura con un nucleo tenace o nitrurazione per ottenere uno strato superficiale estremamente duro con una distorsione dimensionale minima. La sequenza delle operazioni di trattamento termico e rettifica di precisione è fondamentale: il trattamento termico provoca distorsioni dimensionali che devono essere corrette con la successiva rettifica. Precision motor shafts are typically rough-machined, heat-treated, straightened if necessary, and then precision-ground to final dimensions. La rettifica finale dopo il trattamento termico, e non prima, è l'unico modo affidabile per ottenere contemporaneamente sia le proprietà meccaniche richieste che le strette tolleranze dimensionali di un albero motore di precisione.
Tolerance specification is the technical heart of precision motor shaft design. Too loose and the shaft cannot perform its intended function; unnecessarily tight and the manufacturing cost escalates without benefit. Comprendere quali tolleranze contano di più per ciascuna caratteristica e quali valori sono appropriati per le diverse applicazioni e velocità, è ciò che distingue un disegno di albero motore di precisione ben specificato da uno che è sottospecificato o poco stretto.
I diametri dell'albero sono specificati utilizzando il sistema di tolleranza ISO 286, che definisce sia il grado di tolleranza (grado IT, che indica la larghezza totale della banda di tolleranza) sia la deviazione fondamentale (una lettera che indica la posizione della banda di tolleranza rispetto alla dimensione nominale). Per i perni dei cuscinetti dell'albero motore di precisione, le specifiche tipiche sono k5 o k6 per i cuscinetti che richiedono un accoppiamento con leggera interferenza e h5 o h6 per i cuscinetti assemblati con un accoppiamento di transizione o con gioco leggero. Su un perno del cuscinetto da 20 mm, la tolleranza k5 corrisponde a un intervallo di diametro compreso tra 0,002 mm e 0,011 mm, una banda di tolleranza totale di soli 9 micrometri. Per raggiungere questo obiettivo in modo coerente nella produzione è necessaria una rettifica cilindrica con un controllo preciso della macchina e della ravvivatura, nonché una verifica dimensionale al 100% dopo la rettifica utilizzando calibri calibrati o misuratori ad aria con risoluzione di 0,001 mm o migliore.
La rotondità (circolarità) del perno del cuscinetto (la deviazione di qualsiasi profilo della sezione trasversale da un cerchio perfetto) è generalmente specificata al 50% o meno della tolleranza del diametro per gli alberi motore di precisione. For a k5 journal with a 9µm diameter tolerance, roundness of 4–5µm is a typical requirement. La cilindricità – la variazione combinata di rotondità e rettilineità lungo la lunghezza del perno del cuscinetto – è il requisito più impegnativo per le sedi dei cuscinetti lunghe, garantendo che il cuscinetto si adatti in modo uniforme su tutta la sua larghezza. La rotondità e la cilindricità vengono misurate su una macchina di precisione per la misurazione della rotondità (come una Taylor Hobson Talyrond) utilizzando una sonda a contatto che mappa la geometria effettiva della superficie rispetto alla forma circolare ideale.
Il runout è la tolleranza geometrica più critica per le prestazioni degli alberi motore di precisione perché genera direttamente le vibrazioni e i carichi sui cuscinetti che limitano la velocità, il rumore e la durata del motore. Eccentricità totale indicata (TIR) - misurata ruotando l'albero tra i centri e misurando la deflessione totale del comparatore a un diametro specificato - combina l'errore di rotondità e l'errore di coassialità (offset tra l'asse dell'elemento misurato e l'asse di riferimento) in un'unica misurazione. Per gli alberi motore di precisione in applicazioni servo e di movimento di precisione, il TIR sul perno dell'estremità di uscita rispetto ai perni dei cuscinetti è generalmente specificato tra 0,005 mm e 0,015 mm. At 3,000 RPM, a TIR of 0.01mm generates a centrifugal excitation force that, depending on the shaft and rotor mass, can produce vibration amplitudes an order of magnitude higher than the eccentricity itself, rapidly degrading bearing life and compromising position accuracy in closed-loop servo systems.
Zone diverse di un albero motore di precisione richiedono valori di rugosità superficiale diversi e specificare un'unica rugosità superficiale per l'intero albero è un errore comune di sottospecificazione. I perni dei cuscinetti richiedono Ra 0,4–0,8 µm per cuscinetti a sfere e rulli e Ra 0,1–0,4 µm per cuscinetti radenti. Le superfici di contatto della tenuta (dove una tenuta a labbro o una tenuta a labirinto entra in contatto con l'albero) richiedono una rettifica Ra 0,2–0,4 µm nella direzione di rotazione dell'albero, con limiti rigorosi sul piombo (segni di rettifica elicoidali che possono pompare lubrificante oltre la tenuta). Le zone di montaggio del rotore sono generalmente specificate con Ra 0,8–1,6 µm: superfici leggermente più ruvide possono effettivamente migliorare la ritenzione della coppia degli accoppiamenti con interferenza fornendo un incastro micromeccanico tra l'albero e le superfici del foro. Le superfici della sede della chiavetta e della scanalatura vengono generalmente lasciate a Ra 1,6–3,2 µm dalle operazioni di fresatura o brocciatura, poiché queste superfici trasmettono il carico attraverso il contatto della forma anziché dipendere dalla qualità della superficie per la loro funzione.
Il raggiungimento delle tolleranze richieste per le applicazioni con alberi motore di precisione richiede un processo di produzione attentamente sequenziato in cui ciascuna operazione crea le condizioni per quella successiva. Saltare o abbreviare qualsiasi fase della catena di processo porta inevitabilmente ad alberi che non soddisfano le specifiche, scoperti durante l'ispezione in entrata o, in modo più costoso, durante l'assemblaggio o nelle prime fasi di servizio.
La tornitura CNC su un tornio di precisione stabilisce la geometria di base dell'albero - tutti i diametri, lunghezze, spallamenti, sottosquadri e conicità - con un margine di materiale compreso tra 0,1 mm e 0,3 mm sulle superfici rettificate per la successiva rettifica cilindrica. I fori centrali praticati su entrambe le estremità dell'albero in questa fase diventano il dato di riferimento per tutte le successive operazioni di rettifica e ispezione. La precisione di questi fori centrali (la loro concentricità, profondità e finitura superficiale) determina direttamente la precisione ottenibile nella successiva rettifica, poiché l'albero ruota su questi centri durante tutte le operazioni a terra. La foratura centrale di precisione su un tornio CNC con punta motorizzata e un'attenta configurazione della macchina non è un'operazione banale su un albero motore di precisione; è il fondamento da cui dipende tutta la successiva accuratezza.
La rettifica cilindrica è il processo di produzione definitivo per i perni degli alberi motore di precisione e le sedi dei cuscinetti. L'albero è montato tra centri di precisione sulla rettificatrice e ruotato lentamente mentre una mola ad alta velocità attraversa la superficie del perno, rimuovendo 0,002–0,005 mm per passata nei tagli di finitura per ottenere il diametro finale, la rotondità, la cilindricità e la finitura superficiale. Le moderne rettificatrici cilindriche CNC raggiungono una ripetibilità del diametro di ± 0,001 mm o migliore se adeguatamente mantenute e stabilizzate termicamente, e una rugosità superficiale di Ra 0,1–0,4 µm di routine. La misurazione post-processo, che misura automaticamente il diametro dell'albero tra le passate di rettifica utilizzando un misuratore di processo montato sulla macchina, elimina la variazione dimensionale introdotta dalla dilatazione termica e dall'usura della mola, mantenendo la coerenza dimensionale tra i lotti di produzione senza intervento manuale.

Le sedi per chiavetta vengono fresate nell'albero prima della rettifica finale, per evitare di introdurre concentrazioni di sollecitazioni sui bordi della chiavetta che potrebbero causare microfessurazioni durante il contatto con la mola. Le scanalature sugli alberi motore di precisione sono prodotte mediante dentatura, fresatura o laminazione a freddo: le scanalature laminate a freddo hanno l'ulteriore vantaggio di tensioni residue di compressione derivanti dal processo di laminazione che migliorano la resistenza alla fatica rispetto alle scanalature lavorate a macchina. Le filettature alle estremità dell'albero vengono tagliate o rullate dopo la rettifica finale per evitare di disturbare le superfici rettificate. La rullatura della filettatura (premendo la forma della filettatura nella superficie dell'albero anziché tagliarla) produce filettature più resistenti con sollecitazioni superficiali di compressione ed è preferibile rispetto al taglio della filettatura su alberi motore di precisione dove la durata a fatica della filettatura è un problema.
Capire come gli alberi motore di precisione si guastano durante il servizio, e perché, è importante per il progettista e il progettista tanto quanto capire come sono realizzati. La maggior parte dei guasti agli alberi dei motori di precisione sono riconducibili a una delle poche cause che, una volta identificate, possono essere facilmente risolte attraverso modifiche alla progettazione, alla selezione dei materiali o al processo di produzione.
Una specifica completa dell'albero motore di precisione comunica in modo inequivocabile al produttore, sia esso un impianto di produzione interno o un fornitore esterno, esattamente cosa è richiesto e come verrà verificata la conformità. Le specifiche incomplete rappresentano la causa più comune di consegna e accettazione di alberi non conformi, salvo poi emergere il problema durante l'assemblaggio del motore o all'inizio della messa in servizio. I seguenti elementi devono essere definiti esplicitamente in qualsiasi specifica dell'albero motore di precisione.
Gli ingegneri e i team di approvvigionamento che acquistano alberi motore di precisione si trovano di fronte a una scelta a tre vie: acquistare alberi di precisione da catalogo standard, ordinare alberi lavorati su misura secondo un disegno specifico o acquistare alberi di ricambio OEM dai produttori di motori. Ciascuna opzione ha un costo, un tempo di consegna e un profilo di quantità minima ordinabile diversi e la scelta giusta dipende dai requisiti di volume dell'applicazione, da quanto un prodotto standard corrisponde alle specifiche e se l'albero è una parte di ricambio o un nuovo componente di progettazione.
Gli alberi rettificati di precisione, forniti in lunghezze e diametri standard con tolleranza del diametro h6 o g6 garantita e rettilineità inferiore a 0,02 mm per 300 mm, sono disponibili presso i fornitori di componenti per alberi e movimento lineare in acciaio al carbonio, acciaio inossidabile e acciaio cementato. Questa opzione è appropriata quando la geometria dell'albero è semplice (diametro costante o a gradini con incrementi standard), la tolleranza richiesta corrisponde alle specifiche del prodotto a catalogo e le operazioni secondarie (fresatura della sede della chiavetta, filettatura, foratura) possono essere eseguite internamente o da un macchinista locale. Il vantaggio significativo è la disponibilità immediata senza costi di attrezzaggio o tempi di consegna per lavorazioni personalizzate, importanti per la prototipazione, la riparazione e la produzione in volumi ridotti.
Per le geometrie degli alberi motore con caratteristiche specifiche (denti del pignone integrati, scanalature, perni di precisione multipli con rapporti di eccentricità specifici, estremità coniche o materiali speciali) la lavorazione personalizzata da un produttore di alberi di precisione è il percorso appropriato. Gli alberi personalizzati vengono prodotti su disegno del cliente e sottoposti a controllo secondo i criteri di accettazione specificati prima della consegna. I tempi di consegna per gli alberi motore di precisione personalizzati variano in genere da 2 a 6 settimane per materiali standard in quantità moderate, con tempi di consegna più lunghi per materiali esotici, sequenze di trattamento termico con cicli di forno lunghi o tolleranze molto strette che richiedono più iterazioni di macinazione e misurazione. Quando si effettua un ordine di alberi personalizzati, fornire un disegno completo e inequivocabile è il fattore più importante per ricevere parti conformi alla prima consegna: disegni ambigui generano errori di interpretazione, richieste di chiarimenti che prolungano i tempi di consegna e alberi conformi al disegno ma non adatti allo scopo che sono tecnicamente responsabilità del cliente.
Non tutte le officine meccaniche che dichiarano di produrre alberi motore di precisione dispongono delle attrezzature, del controllo di processo e della capacità di misurazione per ottenere costantemente tolleranze di diametro IT5 o IT6, runout inferiore a 5 µm e finitura superficiale Ra 0,4 µm nella produzione. Prima di qualificare un nuovo fornitore di alberi di precisione, verificare quanto segue: il parco macchine rettificatrici e la sua età e stato di manutenzione; le attrezzature metrologiche disponibili per l'ispezione (macchina di misura della rotondità, CMM o centri da banco di precisione con comparatore, profilometro di superficie e il loro stato di calibrazione); la documentazione del processo del fornitore e la certificazione del sistema di gestione della qualità (ISO 9001 come minimo, IATF 16949 per alberi di precisione per forniture automobilistiche); e la loro disponibilità a fornire rapporti di ispezione del primo articolo (FAIR) con valori misurati effettivi – non solo timbri passato/fallito – per tutte le caratteristiche critiche sui campioni iniziali. Un fornitore riluttante a fornire dati di misurazione effettivi sui primi articoli ti sta dicendo qualcosa di importante su come gestisce la qualità della produzione.
Fenglan lo è Produttore di componenti elettrici di precisione in Cina, Produttori di componenti di precisione per il settore automobilistico e Fornitori di componenti di precisione industriale. Il vostro partner affidabile nella produzione di parti e componenti dal 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina
Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina  Privacy
Privacy



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17