2026-04-21
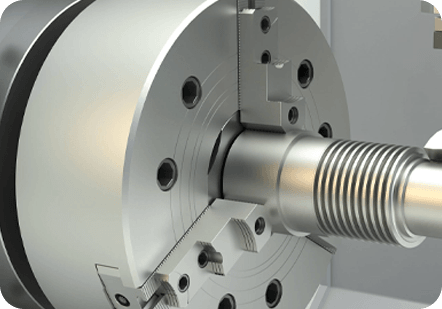
2026-04-21 Un albero motore di precisione è il componente rotante centrale di un motore elettrico: l'asta cilindrica che trasmette la coppia dal rotore del motore al carico azionato. Anche se questa descrizione sembra semplice, la parola “precisione” ha un enorme peso ingegneristico. Un albero motore di precisione non è semplicemente un'asta d'acciaio tornita; si tratta di un componente accuratamente dimensionato, con finitura superficiale e tolleranza controllata, la cui precisione geometrica determina direttamente le prestazioni del motore, la sua durata e l'affidabilità del sistema che aziona.
Nelle applicazioni a bassa precisione, le imprecisioni dell'albero possono essere mascherate da giunti flessibili o assorbite da sistemi di montaggio conformi. Ma nei motori ad alta velocità, nei servoazionamenti, nei dispositivi medici, negli attuatori aerospaziali e nella strumentazione di precisione, anche le deviazioni a livello di micron nel diametro dell'albero, nella eccentricità o nella finitura superficiale si traducono direttamente in vibrazioni, usura dei cuscinetti, perdita di potenza, rumore e guasti prematuri. Il divario tra un albero motore ordinario e un albero motore di precisione non è solo una questione di numeri più ristretti su un disegno, ma riflette processi di produzione, pratiche metrologiche e criteri di selezione dei materiali fondamentalmente diversi.
Questo articolo tratta tutto ciò che ingegneri, specialisti degli approvvigionamenti e progettisti di prodotto devono comprendere sugli alberi motore di precisione: dalla selezione dei materiali e dai metodi di produzione agli standard di tolleranza, al trattamento superficiale e all'analisi dei guasti.
La selezione dei materiali è il fondamento di albero motore di precisione prestazione. Il materiale scelto deve soddisfare contemporaneamente molteplici requisiti concorrenti: resistenza sufficiente per trasmettere la coppia nominale senza cedimento, durezza adeguata per resistere all'usura superficiale delle interfacce dei cuscinetti e dei giunti, lavorabilità che consente di ottenere tolleranze strette in modo economico e, in molti casi, resistenza alla corrosione, alle temperature estreme o alle interferenze magnetiche.
Gli acciai a medio carbonio come AISI 1045 e gli acciai bassolegati come AISI 4140 e 4340 sono i cavalli di battaglia della produzione di alberi motore di precisione. L'AISI 1045 offre un buon equilibrio tra resistenza, tenacità e lavorabilità in condizioni normalizzate o bonificate, rendendolo adatto per alberi di motori industriali per uso generale nella gamma di potenza da piccola a media. AISI 4140, un acciaio legato al cromo-molibdeno, fornisce una resistenza alla trazione significativamente più elevata, una migliore resistenza alla fatica e una migliore temprabilità, rendendolo la scelta preferita per alberi soggetti a carico combinato di flessione e torsione in trasmissioni industriali esigenti. L'AISI 4340 fa un ulteriore passo avanti nella scala della resistenza e viene utilizzato dove è richiesta la massima tenacità del nucleo insieme a un'elevata durezza superficiale, come negli alberi dei motori aerospaziali e nelle applicazioni servo ad alto numero di cicli.
Laddove la resistenza alla corrosione è un requisito primario (attrezzature per la lavorazione alimentare, motori marini, dispositivi medici, sistemi di movimentazione di prodotti chimici), gli alberi motore in acciaio inossidabile sono la soluzione standard. L'acciaio inossidabile di grado 303 offre una buona lavorabilità ma minore robustezza e resistenza alla corrosione rispetto ad altri gradi. Il grado 316 offre una resistenza alla corrosione superiore in ambienti contenenti cloruro ed è spesso specificato per applicazioni marine e chimiche. Gli acciai inossidabili martensitici come 17-4 PH (indurito per precipitazione) combinano un'elevata robustezza con una buona resistenza alla corrosione e possono essere temprati per soddisfare requisiti di durezza superficiale impegnativi, rendendoli una scelta premium per alberi di precisione ad alte prestazioni in ambienti corrosivi.
Le leghe di titanio, in particolare Ti-6Al-4V, sono specificate per alberi motore di precisione in applicazioni aerospaziali, di difesa e di sport motoristici ad alte prestazioni in cui la riduzione del peso è un fattore di progettazione critico. Il rapporto resistenza/peso del titanio è eccezionale e la sua naturale resistenza alla corrosione elimina la necessità di rivestimenti superficiali nella maggior parte degli ambienti. Il compromesso è un costo del materiale significativamente più elevato e requisiti di lavorazione più impegnativi, poiché la bassa conduttività termica del titanio e la tendenza ad incrudirsi richiedono un'attenta selezione degli utensili, parametri di taglio conservativi e un'abbondante applicazione di refrigerante durante la lavorazione.
Nei motori utilizzati in apparecchiature MRI, codificatori magnetici o strumenti scientifici di precisione, la permeabilità magnetica del materiale dell'albero deve essere ridotta al minimo per evitare interferenze con il sistema elettromagnetico. Gli acciai inossidabili austenitici (come 316L), alcune leghe di alluminio e le leghe di titanio sono tutte opzioni non magnetiche utilizzate in queste applicazioni specializzate di alberi motore di precisione. Un'attenta certificazione dei materiali e test di permeabilità sono una pratica standard in questi settori.
Le specifiche di tolleranza sono ciò che separa un albero motore di precisione da un pezzo tornito di base. Gli alberi motore interagiscono con più componenti accoppiati (cuscinetti, accoppiamenti, ingranaggi, pulegge, guarnizioni e laminazioni del rotore), ognuno dei quali impone i propri requisiti dimensionali e geometrici sull'albero. Soddisfare tutti questi requisiti simultaneamente, con una precisione a livello di micron, su tutta la lunghezza dell'albero è la sfida principale della produzione di alberi di precisione.
Le sedi dei cuscinetti sono le zone più critiche in termini di tolleranza su qualsiasi albero motore di precisione. I cuscinetti volventi richiedono un accoppiamento con interferenza sull'albero per evitare lo scorrimento dell'anello interno sotto carico, ma un'interferenza eccessiva rischia di rompere l'anello interno durante il montaggio o di generare un precarico eccessivo che riduce la durata del cuscinetto. Gli accoppiamenti del sistema di tolleranza ISO come k5, m5 e n5 (per interferenze da leggere a forti) sono standard per i diametri dei perni dei cuscinetti, con tolleranze del diametro effettivo generalmente comprese tra ±2,5 e ±8 micrometri a seconda del diametro dell'albero e del tipo di cuscinetto. Il raggiungimento coerente di queste tolleranze nella produzione richiede la rettifica cilindrica anziché la sola tornitura.
L'eccentricità totale indicata (TIR) - la variazione totale della posizione della superficie dell'albero rispetto al vero asse di rotazione - è forse il parametro geometrico più critico su un albero motore di precisione. L'eccentricità nella zona di montaggio del rotore provoca uno squilibrio elettromagnetico; l'eccentricità delle interfacce di accoppiamento provoca vibrazioni e usura del giunto; l'eccentricità sui perni dei cuscinetti provoca un carico dinamico che riduce esponenzialmente la durata dei cuscinetti. Per i motori ad alta velocità superiori a 3.000 giri/min, l'eccentricità dell'albero sui perni dei cuscinetti è generalmente specificata a 5 micrometri TIR o migliore. Per i servomotori di precisione e i motori mandrino, le specifiche di concentricità di 1–2 micrometri non sono insolite.
Un albero che non è dritto vibrerà alla frequenza di rotazione indipendentemente da quanto sia ben bilanciato. La tolleranza di rettilineità sugli alberi motore di precisione, espressa come deviazione massima da una linea retta perfetta sull'intera lunghezza dell'albero, è generalmente specificata tra 0,01 e 0,05 mm per 300 mm di lunghezza dell'albero per i motori industriali e 0,005 mm o migliore per applicazioni servo e mandrini ad alta precisione. La cilindricità – la combinazione di rotondità, rettilineità e conicità di una superficie cilindrica – è altrettanto importante nelle zone del perno del cuscinetto dove qualsiasi condizione fuori rotazione genera vibrazioni a frequenze proporzionali al numero di elementi del rullo per giro.
La rugosità superficiale sui perni dei cuscinetti è specificata in valori Ra (ruvidità media aritmetica), tipicamente da Ra 0,4 a Ra 0,8 µm per alberi di motori industriali standard e da Ra 0,1 a Ra 0,4 µm per servomotori di precisione e motori mandrino ad alta velocità. Nelle zone di contatto della tenuta, la ruvidità della superficie deve rientrare in un intervallo ristretto: troppo ruvida e il labbro della tenuta si usura prematuramente; troppo liscio e il film lubrificante si rompe. La maggior parte dei produttori di tenute specifica una finitura superficiale compresa tra Ra 0,2 e Ra 0,8 µm con una specifica direzione di disposizione (circonferenziale anziché assiale) sulle superfici di contatto della tenuta.
Il raggiungimento delle tolleranze sopra descritte richiede un processo di produzione attentamente sequenziato in cui ogni operazione si basa sulla forma precedente e lo stato termico e meccanico del pezzo viene gestito in ogni sua parte. Una tipica sequenza di produzione di alberi motore di precisione prevede più fasi, ciascuna con uno scopo specifico.
La produzione di alberi motore di precisione inizia con barre verificate o forgiatura: le certificazioni dei materiali che confermano la composizione chimica, le proprietà meccaniche e i risultati delle ispezioni a ultrasuoni sono standard nelle applicazioni aerospaziali e mediche. L'operazione di tornitura iniziale su un tornio CNC rimuove la maggior parte del materiale in eccesso, stabilisce le zone di diametro maggiore e lavora i fori centrali su ciascuna estremità. Questi fori centrali rappresentano il riferimento per tutte le successive operazioni di rettifica e devono essere posizionati e formati accuratamente: un foro centrale danneggiato o eccentrico propaga l'errore geometrico attraverso ogni processo a valle.
Per gli alberi che richiedono durezza superficiale sui perni dei cuscinetti o nelle zone delle chiavette (la maggior parte degli alberi motore di precisione) il trattamento termico segue la tornitura di sgrossatura. L'indurimento completo (tempra e rinvenimento) migliora la resistenza e la tenacità del nucleo. I processi di cementazione come cementazione, carbonitrurazione o tempra a induzione creano uno strato superficiale duro (tipicamente 58-62 HRC) su un nucleo resistente, fornendo un'eccellente resistenza all'usura e durata alla fatica alle interfacce critiche senza rendere fragile l'intero albero. La tempra a induzione è particolarmente comune sugli alberi motore di precisione perché può essere applicata selettivamente a zone di diametro specifico con una distorsione minima, sebbene qualsiasi trattamento termico provochi una certa distorsione dell'albero che deve essere presa in considerazione nelle successive tolleranze di rettifica.
La rettifica cilindrica, sia tra centri che senza centri, è l'operazione che consente di ottenere le tolleranze del diametro finale, la finitura superficiale e la precisione geometrica su un albero motore di precisione. La rettifica tra i centri, in cui l'albero è supportato sui fori centrali di riferimento e ruotato contro una mola, è preferita per ottenere le specifiche di runout e concentricità più rigorose poiché tutti i diametri sono rettificati da un riferimento comune. Il processo di rettifica rimuove solo da 0,05 a 0,3 mm di materiale in passaggi attentamente controllati, con la ravvivatura della mola, la misurazione durante il processo e la gestione del refrigerante che contribuiscono a ottenere risultati coerenti in un lotto di produzione.
Dopo che la rettifica ha stabilito i diametri primari, le caratteristiche secondarie - sedi per chiavetta, fori trasversali, fori terminali filettati, scanalature e parti piatte - vengono lavorate mediante operazioni di fresatura, brocciatura o dentatura. La sequenza è importante: gli elementi tagliati dopo la rettifica evitano di introdurre la distorsione termica e meccanica che richiederebbe una nuova rettifica, ma devono essere posizionati accuratamente rispetto ai diametri già rettificati. La tolleranza della posizione della chiavetta rispetto alla linea centrale dell'albero è generalmente controllata entro ±0,05 mm o migliore sugli alberi motore di precisione per garantire il corretto allineamento della chiavetta e del giunto.
Gli alberi motore di precisione vengono ispezionati al 100% rispetto alle specifiche del disegno prima della spedizione nella maggior parte delle applicazioni di precisione. I metodi di ispezione includono la misurazione con micrometro da banco e misuratore d'aria per le tolleranze del diametro, la misurazione CMM (macchina di misura a coordinate) per le tolleranze geometriche e le posizioni delle caratteristiche, i controlli di eccentricità del blocco a V e del comparatore e la misurazione del profilometro di superficie per i valori Ra. Per gli alberi aerospaziali e medicali, per i registri di tracciabilità sono richiesti report dimensionali completi con valori di misurazione effettivi, non solo risultati di superamento/non superamento.

Oltre al materiale di base e alla geometria lavorata, i trattamenti superficiali applicati agli alberi motore di precisione possono migliorarne significativamente le prestazioni in ambienti operativi specifici. Il giusto trattamento superficiale prolunga la durata dell'albero, riduce l'attrito, previene la corrosione e in alcuni casi consente all'albero di soddisfare specifiche che il materiale di base da solo non è in grado di raggiungere.
| Trattamento | Processo | Vantaggio chiave | Applicazione tipica |
| Cromatura dura | Elettrodeposizione del cromo | Elevata durezza superficiale, resistenza all'usura e alla corrosione | Motori idraulici, azionamenti marini |
| Nichel chimico | Deposizione chimica del nichel | Rivestimento uniforme, resistenza alla corrosione, durezza moderata | Lavorazione alimentare, motori chimici |
| Ossido Nero | Rivestimento di conversione chimica | Lieve resistenza alla corrosione, riduce la riflessione della luce | Motori industriali generali |
| Nitrocarburazione (ferritico) | Diffusione di N e C in superficie | Strato di mescola dura, resistenza alla fatica e all'usura | Servomotori e motori di trazione ad alto ciclo |
| Rivestimento DLC | PVD/CVD al carbonio tipo diamante | Estrema durezza, coefficiente di attrito molto basso | Mandrini di precisione aerospaziali e ad alta velocità |
| Fosfatazione | Conversione chimica del fosfato | Migliora l'adesione della vernice, delicata protezione dalla corrosione | Scopo generale, protezione dello stoccaggio |
Una considerazione critica relativa a qualsiasi rivestimento superficiale su un albero motore di precisione è l'impatto dimensionale. La cromatura dura e la nichelatura chimica aggiungono uno spessore misurabile alla superficie dell'albero, in genere da 0,005 a 0,05 mm per lato, di cui è necessario tenere conto rettificando l'albero sottodimensionato prima del rivestimento, quindi rettificando o lappando dopo il rivestimento fino alle dimensioni finali. I trattamenti di diffusione come la nitrocarburazione e la nitrocarburazione ferritica aggiungono un cambiamento dimensionale minimo (tipicamente inferiore a 0,002 mm) e pertanto di solito non richiedono rettifica post-trattamento.
Gli alberi motore di precisione non sono semplici cilindri uniformi. Incorporano una serie di caratteristiche progettate che servono a scopi funzionali specifici e la cui geometria deve essere attentamente controllata durante la produzione.
I perni dei cuscinetti sono le zone dell'albero in cui sono montati gli elementi volventi o i cuscinetti radenti. Sono rettificati con tolleranze di diametro precise (tipicamente accoppiamenti ISO h5, k5 o m5), valori di rugosità superficiale specifici e precise specifiche di cilindricità e di eccentricità. Gli spallamenti adiacenti ai perni del cuscinetto forniscono la posizione assiale per l'anello interno del cuscinetto. Il raggio della spalla deve essere attentamente controllato: un raggio troppo acuto crea una concentrazione di sollecitazioni che avvia la fessurazione per fatica; un raggio troppo grande impedisce all'anello interno del cuscinetto di posizionarsi completamente contro la superficie dello spallamento.
Le sedi per chiavetta sono fessure rettangolari ricavate nell'albero per accogliere una chiave che blocca un ingranaggio, una puleggia o un giunto sull'albero per la trasmissione della coppia. Le tolleranze di larghezza e profondità della sede della chiavetta, la posizione rispetto alla linea centrale dell'albero e la finitura superficiale sui fianchi della sede della chiavetta influiscono tutti sulla sicurezza e sulla durata del giunto della chiavetta. Le scanalature, essenzialmente più sedi per chiavetta disposte attorno alla circonferenza dell'albero, vengono utilizzate laddove è richiesta una trasmissione di coppia più elevata, un impegno autocentrante o scorrevole. Le scanalature evolventi sono la forma più comune sugli alberi motore di precisione e sono dentate o rettificate secondo profili dei denti standard DIN o ANSI.
Molti alberi motore di precisione incorporano sezioni filettate su una o entrambe le estremità per cuscinetti con dado, montaggio encoder o attacco ventola. La qualità della filettatura (classe di adattamento, precisione del passo e finitura superficiale sui fianchi della filettatura) influisce sulla forza di serraggio ottenibile e sulla resistenza alla fatica della filettatura sotto vibrazione. Per le applicazioni critiche dell'albero motore, sono preferibili le filettature rullate (piuttosto che le filettature tagliate) perché la laminazione induce benefiche sollecitazioni residue di compressione che migliorano significativamente la durata a fatica alla radice della filettatura.
L'estremità di comando di un albero motore di precisione, ovvero la sezione che sporge dall'alloggiamento del motore e si collega al carico condotto, è generalmente prodotta secondo le dimensioni standard IEC o NEMA per l'intercambiabilità. La tolleranza del diametro, la lunghezza, la geometria della chiavetta e lo smusso dell'estremità dell'albero sono tutti standardizzati, consentendo ad alberi motore di diversi produttori di accoppiarsi con lo stesso giunto o ingresso del cambio. Le estensioni personalizzate dell'albero motore sono comuni anche nelle applicazioni OEM in cui le dimensioni standard dell'albero non corrispondono ai requisiti dell'apparecchiatura azionata.
Comprendere come e perché gli alberi motore di precisione si guastano è essenziale sia per l'indagine dei guasti che per la progettazione preventiva. La maggior parte dei guasti agli alberi in servizio rientrano in un numero limitato di categorie ricorrenti, ciascuna con cause profonde identificabili che possono essere affrontate attraverso la progettazione, la selezione dei materiali o i miglioramenti del processo di produzione.
Gli alberi motore di precisione sono progettati e realizzati in base a una serie di standard di settore che definiscono requisiti dimensionali, specifiche dei materiali e pratiche di qualità. La familiarità con gli standard pertinenti aiuta gli ingegneri a specificare correttamente gli alberi e a valutare la conformità dei fornitori.
L'approvvigionamento di alberi motore di precisione, sia come componenti lavorati su misura che come parti di ricambio per motori esistenti, richiede la valutazione della capacità del fornitore rispetto ai requisiti specifici della vostra applicazione. Non tutti i produttori di alberi di precisione sono uguali e l'opzione dal costo più basso raramente offre la coerenza dimensionale e la tracciabilità richieste dalle applicazioni più impegnative.
Chiedi ai potenziali fornitori quali apparecchiature di rettifica utilizzano, qual è la loro capacità di processo dimostrata (valori Cpk) per i diametri dei perni dei cuscinetti alla tolleranza specificata e se eseguono misurazioni durante il processo durante la rettifica o solo l'ispezione finale dopo il completamento. I fornitori che utilizzano moderne rettificatrici cilindriche CNC con misurazione automatica in-process e grafici SPC post-process sono significativamente più capaci di fornire risultati di precisione costanti rispetto a quelli che si affidano alla rettifica manuale con mola con sola misurazione post-process.
Verificare che il fornitore disponga di apparecchiature di misurazione calibrate adeguate alle tolleranze da ispezionare: misuratori d'aria o micrometri da banco ad alta risoluzione per tolleranze di diametro ristrette, capacità CMM per tolleranze geometriche e posizioni delle caratteristiche e profilometri di superficie per la misurazione della rugosità. Su richiesta dovrebbero essere disponibili certificati di calibrazione riconducibili agli standard nazionali (NIST, PTB, NPL). Per l'ispezione del primo articolo o per lotti di produzione critici, richiedi un rapporto dimensionale completo con i valori misurati effettivi anziché un semplice certificato di conformità.
Per le applicazioni aerospaziali, mediche e critiche per la sicurezza, ogni albero motore di precisione deve essere riconducibile a uno specifico calore del materiale o numero di lotto, con il corrispondente certificato di fabbrica che conferma la composizione chimica e le proprietà meccaniche. Assicurati che il sistema di qualità del tuo fornitore acquisisca questa tracciabilità dalla ricezione del materiale in entrata fino all'ispezione finale e ai registri di spedizione. Le lacune nella tracciabilità dei materiali sono un risultato comune negli audit dei fornitori e possono comportare costose azioni di quarantena e rilavorazione se scoperte dopo che le parti sono in servizio.
Un fornitore esperto nella produzione di alberi motore di precisione per servoazionamenti comprende i requisiti di concentricità e finitura superficiale richiesti da tali applicazioni. Un fornitore specializzato in alberi per motori industriali di grandi dimensioni può avere la giusta capacità di rettifica ma non avere esperienza con le tolleranze più strette tipiche delle applicazioni servo. Richiedi referenze specifiche per l'applicazione, chiedi informazioni sulla loro esperienza con i materiali e i processi di trattamento termico richiesti dai tuoi alberi e, se possibile, richiedi parti campione per l'ispezione del primo articolo prima di impegnarti nei volumi di produzione.
Fenglan lo è Produttore di componenti elettrici di precisione in Cina, Produttori di componenti di precisione per il settore automobilistico e Fornitori di componenti di precisione industriale. Il vostro partner affidabile nella produzione di parti e componenti dal 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina
Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina  Privacy
Privacy



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17