2026-06-01
2026-06-01 Parti metalliche lavorate a CNC sono la spina dorsale della produzione di precisione praticamente in ogni settore: dai dischi delle turbine aerospaziali e dagli impianti medici ai corpi delle valvole idrauliche e agli involucri dell'elettronica di consumo. La lavorazione a controllo numerico computerizzato (CNC) rimuove il materiale da un pezzo di metallo solido utilizzando utensili da taglio controllati con precisione, producendo parti con precisione dimensionale, qualità di finitura superficiale e ripetibilità che nessun altro processo di produzione eguaglia in modo coerente. Che tu stia progettando componenti metallici CNC personalizzati per la prima volta o ottimizzando un programma di produzione esistente, capire come interagiscono la selezione dei materiali, le scelte di progettazione, le tolleranze e la finitura superficiale determinerà se le parti finite funzioneranno come previsto e se il costo di produzione sarà competitivo. Questa guida copre tutte queste dimensioni in dettagli pratici e focalizzati sull'applicazione.
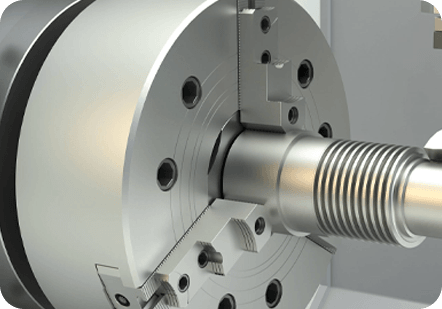
La lavorazione CNC comprende diversi processi distinti di asportazione di materiale (fresatura, tornitura, foratura, alesatura, maschiatura e rettifica), tutti controllati da programmi numerici che traducono la geometria CAD 3D in percorsi utensile precisi eseguiti da assi della macchina servoassistiti. La caratteristica distintiva che separa le parti metalliche lavorate a CNC da pezzi fusi, forgiati o realizzati con produzione additiva è che il materiale lo è sottratto da una billetta solida, una barra o un pezzo grezzo di forma quasi netta per produrre la geometria finale. Il processo inizia con una forma di materia prima più grande della parte finita e gli strumenti di taglio rimuovono tutto ciò che non è la parte.
Le fresatrici CNC utilizzano frese rotanti multi-scala, frese frontali e trapani per produrre caratteristiche prismatiche - tasche, asole, fori, lamature, profili e facce piane - su parti tenute in una morsa o un dispositivo. Le frese a 3 assi forniscono movimento lineare X, Y e Z; Le macchine a 4 e 5 assi aggiungono assi rotanti che consentono di tagliare elementi multi-faccia complessi in un'unica configurazione. I centri di tornitura CNC ruotano il pezzo mentre gli utensili da taglio fissi o motorizzati modellano il diametro esterno, forano il diametro interno, affrontano le estremità e tagliano le filettature, producendo le caratteristiche cilindriche e coniche caratteristiche di alberi, boccole, connettori filettati e bobine di valvole. Molti moderni centri di lavoro CNC combinano fresatura e tornitura in un'unica macchina (centri di tornitura-fresatura o torni multitasking) completando tutte le funzionalità di parti rotanti complesse senza configurazioni intermedie.
Le parti metalliche di precisione lavorate a controllo numerico raggiungono normalmente tolleranze dimensionali lineari di ±0,025 mm (±0,001 pollici) nella produzione standard e ±0,005 mm o più strette per caratteristiche rettificate o lappate di precisione. Valori di rugosità superficiale di Ra 0,8 µm (32 µin) sono standard con la fresatura di finitura; la rettifica e la levigatura raggiungono Ra 0,2 µm o migliore per le superfici di supporto e tenuta. Questi livelli di prestazioni, combinati con la capacità di produrre quasi qualsiasi geometria che un progettista possa concepire, spiegano perché la lavorazione CNC domina la produzione di pezzi di precisione dal prototipo fino alle quantità di produzione.
La scelta del metallo per le parti lavorate a CNC influisce su ogni variabile a valle: lavorabilità, tolleranza ottenibile, qualità della finitura superficiale, opzioni di trattamento termico post-lavorazione, prestazioni di corrosione e, in ultima analisi, costo della parte. Le principali famiglie di metalli utilizzati nella lavorazione CNC hanno ciascuna profili distinti.
L’alluminio è il metallo più lavorato nella produzione CNC di precisione, e per una buona ragione. Il suo grado di lavorabilità è significativamente più elevato rispetto all'acciaio o al titanio: le leghe di alluminio possono essere tagliate a una velocità da due a cinque volte superiore a quella dell'acciaio inossidabile, riducendo drasticamente tempi e costi di lavorazione. L'alluminio 6061-T6 è il grado standard per uso generale: eccellente lavorabilità, buona resistenza alla corrosione, resistenza moderata (resistenza alla trazione ~310 MPa) e ampia compatibilità con la finitura superficiale, tra cui anodizzazione, sabbiatura e verniciatura a polvere. L'alluminio 7075-T6 fornisce una resistenza maggiore (~572 MPa alla trazione) per componenti strutturali aerospaziali e di difesa a un costo aggiuntivo modesto. Per supporti ottici, alloggiamenti di componenti elettronici, dissipatori di calore, componenti pneumatici e staffe strutturali, le parti in alluminio lavorate a CNC offrono la migliore combinazione di prestazioni per dollaro di qualsiasi metallo.
Le parti lavorate a CNC in acciaio inossidabile sono specificate ovunque siano richieste resistenza alla corrosione, resistenza alle temperature elevate o conformità al contatto alimentare/farmaceutico. L'acciaio inossidabile 303 è il grado a lavorazione facile: le aggiunte di zolfo migliorano la rottura del truciolo e riducono l'usura dell'utensile a scapito di una resistenza alla corrosione leggermente ridotta; è appropriato per alberi, elementi di fissaggio e componenti strutturali non critici. L'acciaio inossidabile 316L offre una resistenza alla corrosione superiore (in particolare ai cloruri e agli acidi) ed è il materiale standard per componenti di dispositivi medici, apparecchiature per la lavorazione alimentare, raccordi marini e hardware per processi chimici. L'acciaio inossidabile 17-4 PH può essere indurito per precipitazione fino a una resistenza alla trazione di ~ 1.170 MPa pur mantenendo una buona resistenza alla corrosione, rendendolo un materiale cavallo di battaglia nelle applicazioni aerospaziali, di difesa e di petrolio e gas. Macchine in acciaio inossidabile a circa la metà della velocità dell'alluminio: si prevedono tempi di ciclo più lunghi e costi di attrezzaggio più elevati rispetto alle parti in alluminio di complessità equivalente.
Il titanio offre il miglior rapporto resistenza/peso tra tutti i metalli comunemente lavorati: Ti-6Al-4V (grado 5) raggiunge ~950 MPa a trazione con una densità di soli 4,43 g/cm³, circa il 60% della densità dell'acciaio con resistenza simile o superiore. La sua biocompatibilità lo rende il materiale standard per impianti ortopedici, componenti dentali e strumenti chirurgici. Anche i componenti strutturali aerospaziali, le parti dei motori da corsa e le attrezzature sportive ad alte prestazioni generano elevati volumi di parti lavorate a CNC in titanio. I compromessi sono significativi: il titanio ha una bassa conduttività termica, che fa sì che il calore si concentri sul tagliente anziché dissiparsi in trucioli, accelerando l’usura dell’utensile. Inoltre, si indurisce durante la lavorazione se i parametri di taglio non sono corretti. Le parti in titanio richiedono utensili in carburo, elevata pressione del refrigerante, avanzamenti e velocità conservativi e programmatori esperti, il che si traduce in un costo per parte più elevato rispetto all'alluminio o all'acciaio dolce.
Gli acciai al carbonio e legati sono la spina dorsale dei componenti meccanici lavorati a CNC: ingranaggi, alberi, alloggiamenti, attrezzature ed elementi strutturali dove resistenza assoluta, tenacità ed efficienza dei costi sono priorità. 1018 lavora facilmente l'acciaio dolce e viene utilizzato per staffe e dispositivi a bassa sollecitazione. L'acciaio al cromo-molibdeno 4140 è il grado strutturale standard: trattabile termicamente a un'ampia gamma di livelli di durezza, con buona lavorabilità allo stato ricotto, eccellente tenacità dopo il trattamento termico e ampia disponibilità in barre e piastre. Gli acciai per utensili A2 e D2 vengono lavorati allo stato ricotto e induriti dopo la lavorazione per utensili da taglio, matrici e componenti soggetti ad usura. Il costo della materia prima dell'acciaio è il più basso tra tutti i metalli tecnici, il che compensa la sua velocità di lavorazione più lenta rispetto all'alluminio per applicazioni ad alto volume.
L'ottone C360 a lavorazione libera ha il punteggio di lavorabilità più alto di qualsiasi altro metallo - spesso valutato al 100% (il punto di riferimento con cui vengono confrontati tutti gli altri metalli) - e produce i trucioli più corti e controllabili di qualsiasi materiale. Le parti lavorate a CNC in ottone sono standard nei raccordi idraulici, nei connettori elettrici, nei componenti della strumentazione e nell'hardware decorativo. Il rame berillio (C172) si lavora abbastanza bene e può essere indurito per invecchiamento fino a raggiungere la durezza di una molla pur mantenendo una buona conduttività elettrica: utilizzato per contatti elettrici, molle e strumenti di precisione antiscintilla. Il sovrapprezzo dell'ottone e del rame rispetto all'acciaio ne limita l'uso alle applicazioni in cui sono richieste le loro proprietà specifiche.
La tabella seguente riassume la lavorabilità relativa, la tolleranza tipica ottenibile e il costo relativo per pezzo per i metalli più comunemente lavorati con CNC, aiutando gli ingegneri a prendere decisioni rapide sulla selezione dei materiali.
| Metallo/grado | Valutazione della lavorabilità | Tolleranza tipica (standard) | Costo relativo della parte | Applicazioni comuni |
|---|---|---|---|---|
| Alluminio 6061-T6 | Eccellente | ±0,025 mm | Basso | Alloggiamenti, staffe, dissipatori di calore, strutture aerospaziali |
| Alluminio 7075-T6 | Molto buono | ±0,025 mm | Basso–Medium | Staffe strutturali aerospaziali per carichi elevati |
| Acciaio inossidabile 303 | Bene | ±0,025 mm | Medio | Alberi, elementi di fissaggio, componenti di strumenti |
| Acciaio inossidabile 316L | Moderato | ±0,025 mm | Medio–High | Dispositivi medici, marini, alimentari |
| Acciaio 4140 (ricotto) | Bene | ±0,025 mm | Basso–Medium | Ingranaggi, alberi, componenti strutturali |
| Titanio Ti-6Al-4V | Difficile | ±0,025 mm | Alto | Aerospaziale, impianti medici, sport ad alte prestazioni |
| Ottone C360 | Eccellente | ±0,025 mm | Medio | Raccordi, connettori, strumentazione |
| Inconel 718 | Molto difficile | ±0,05 mm | Molto alto | Parti di motori a reazione, componenti industriali ad alta temperatura |
La specifica della tolleranza è una delle decisioni più importanti che un ingegnere prende quando progetta parti metalliche lavorate a CNC e una delle fonti più comuni di costi inutili. Una tolleranza definisce la variazione consentita da una dimensione nominale: un foro specificato come 20,00 mm ±0,025 mm significa che la dimensione finale può misurare ovunque tra 19,975 mm e 20,025 mm ed essere comunque accettabile. Ogni dimensione su una parte lavorata a CNC comporta una tolleranza, esplicitamente richiamata o applicata implicitamente attraverso uno standard di tolleranza generale a cui si fa riferimento nel cartiglio del disegno.
Lo standard di tolleranza generale più ampiamente citato per le parti metalliche lavorate a CNC è ISO 2768. La classe media (ISO 2768-m) definisce tolleranze lineari generali di ±0,1 mm per dimensioni comprese tra 30 e 120 mm e ±0,15 mm per dimensioni comprese tra 120 e 400 mm. La classe fine (ISO 2768-f) li stringe rispettivamente a ±0,05 mm e ±0,1 mm. Queste sono le impostazioni predefinite corrette per la maggior parte delle parti meccaniche CNC in cui le caratteristiche non devono accoppiarsi con giochi di precisione. Tolleranze più strette dovrebbero essere previste solo su dimensioni specifiche laddove la funzione le richiede effettivamente: accoppiamenti, superfici di accoppiamento, sedi dei cuscinetti, superfici di tenuta e caratteristiche di posizionamento.
L’impatto sui costi dell’inasprimento delle tolleranze è non lineare e significativo. Le dimensioni con tolleranza standard vengono lavorate in un normale passaggio di produzione senza particolare attenzione. Il serraggio da ±0,1 mm a ±0,025 mm può raddoppiare o triplicare il tempo di lavorazione per quella caratteristica, richiedendo passate di finitura, utensili specializzati e misurazioni in-process. Il serraggio a ±0,005 mm richiede in genere operazioni di rettifica o levigatura dopo la lavorazione, aumentando potenzialmente il costo di tale caratteristica da cinque a dieci volte. La disciplina ingegneristica che prevede l'applicazione della tolleranza più ampia che soddisfa i requisiti funzionali, non la più stretta ottenibile, è una delle pratiche di riduzione dei costi con il rendimento più elevato nella progettazione di parti CNC.
GD&T (secondo ASME Y14.5 o ISO 1101) si estende oltre le tolleranze lineari per definire la variazione consentita nella forma, nell'orientamento, nella posizione e nell'eccentricità delle caratteristiche rispetto ai riferimenti. Per i componenti metallici di precisione lavorati a CNC, i richiami GD&T per planarità, perpendicolarità, posizione reale e cilindricità comunicano i requisiti funzionali in modo più preciso rispetto alle sole tolleranze delle coordinate e spesso consentono tolleranze delle coordinate più ampie pur garantendo l'adattamento dell'assieme. I macchinisti e i programmatori CMM lavorano direttamente con i richiami GD&T durante la produzione e l'ispezione: garantiscono che i disegni non siano ambigui e facciano riferimento alla versione corretta degli standard ASME o ISO per evitare controversie interpretative durante la qualificazione dei fornitori.

Le parti metalliche lavorate a CNC presentano segni visibili dell'utensile, in genere cuspidi parallele dal percorso dell'utensile, e una rugosità superficiale determinata dalla geometria dell'utensile, dalla velocità di avanzamento e dai parametri di taglio utilizzati. I valori Ra come lavorati sono generalmente compresi tra 0,8 µm e 3,2 µm per le superfici fresate, il che è adeguato per la maggior parte delle applicazioni strutturali e meccaniche. Quando sono richiesti aspetto, resistenza alla corrosione, resistenza all'usura o energia superficiale specifica, vengono applicati trattamenti superficiali post-lavorazione.
L'anodizzazione è un processo elettrochimico che converte lo strato superficiale dell'alluminio in ossido di alluminio, creando uno strato duro, resistente alla corrosione ed elettricamente isolante solidale al metallo di base. L'anodizzazione di tipo II produce strati di spessore compreso tra 5 e 25 µm ed è la finitura cosmetica e resistente alla corrosione standard per le parti CNC in alluminio, disponibile in trasparente (naturale) o in un'ampia gamma di colori. L'anodizzazione dura di tipo III (rivestimento duro) produce strati di 25–100 µm con una durezza Rockwell di ~65 HRC, fornendo un'eccezionale resistenza all'usura per superfici scorrevoli e portanti. L'anodizzazione aggiunge una variazione dimensionale minima (in genere metà dello spessore dello strato viene aggiunta alla superficie; l'altra metà sostituisce il metallo di base), che deve essere tenuto in considerazione in termini di tolleranze strette mediante prelavorazione leggermente sottodimensionata nelle aree anodizzate.
Galvanotecnica deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
La passivazione rimuove il ferro libero e i composti di ferro dalla superficie dell'acciaio inossidabile mediante immersione in soluzioni di acido nitrico o citrico, consentendo la formazione di uno strato uniforme e passivo di ossido di cromo. Ciò migliora la resistenza alla corrosione intrinseca dell'acciaio inossidabile senza aggiungere materiale alla superficie: le dimensioni passivate rimangono effettivamente invariate. La passivazione è una pratica standard per le parti lavorate a CNC in acciaio inossidabile nelle applicazioni mediche, alimentari, farmaceutiche e marine ed è generalmente richiesta da ASTM A967 o ASTM A380 nei settori regolamentati.
La verniciatura a polvere applica elettrostaticamente polvere polimerica secca alle superfici metalliche, che viene poi polimerizzata in un forno per formare una finitura decorativa durevole, resistente agli urti, disponibile in migliaia di colori e texture. La verniciatura a polvere aggiunge 50–100 µm di spessore e non deve essere specificata su superfici con tolleranze strette senza mascheratura o lavorazione post-rivestimento. Viene comunemente utilizzato su pezzi lavorati a CNC in alluminio e acciaio dove sono richiesti aspetto e resistenza alla corrosione: alloggiamenti di apparecchiature, pannelli, telai strutturali e involucri di prodotti di consumo.
La sabbiatura spinge le perle di vetro sulla superficie della parte sotto la pressione dell'aria, creando una struttura uniforme, opaca e satinata deformando i picchi superficiali senza rimuovere materiale significativo. Il processo elimina i segni direzionali dell'utensile dalla fresatura, creando un aspetto visivo coerente su tutte le superfici indipendentemente dalla direzione del percorso utensile. Le parti lavorate a macchina CNC con pallinatura sono comunemente utilizzate come finitura finale su alloggiamenti e pannelli in alluminio o come fase di preparazione prima dell'anodizzazione o della verniciatura a polvere per garantire un aspetto di finitura uniforme sulla parte finale.
La maggior parte del costo di una parte metallica lavorata a CNC viene determinata prima che venga tagliato il primo truciolo: è bloccato dalle decisioni di progettazione relative alla geometria, alle tolleranze, al materiale e al numero di configurazioni necessarie per completare la parte. L'analisi di progettazione per la producibilità (DFM) durante la fase di progettazione riduce regolarmente i costi di lavorazione del 15-40% e riduce significativamente i tempi di consegna senza compromettere la funzionalità delle parti.
Le applicazioni dei componenti metallici lavorati a CNC abbracciano praticamente tutti i settori dell'industria moderna, ma diversi settori utilizzano in modo particolarmente intenso parti metalliche lavorate di precisione a causa dei loro requisiti prestazionali e degli ambienti normativi.
I pezzi lavorati con macchine CNC per il settore aerospaziale (staffe strutturali, componenti del motore, raccordi del carrello di atterraggio, collettori idraulici, alloggiamenti dei sensori) sono prodotti in superleghe di alluminio, titanio e nichel rispettando le tolleranze più strette e i requisiti di qualità più rigorosi di qualsiasi settore. La certificazione del sistema di qualità AS9100, l'ispezione del primo articolo (FAI) secondo AS9102 e la tracciabilità dei materiali dal certificato di fabbrica alla parte finita sono requisiti standard. La lavorazione CNC multiasse a 5 assi è standard per componenti strutturali complessi; alcune parti aerospaziali in titanio e Inconel hanno rapporti buy-to-fly di 10:1 o superiori (10 kg di materia prima lavorata per produrre una parte finita da 1 kg), rendendo la selezione dei materiali e l'efficienza della lavorazione fattori di costo critici.
Impianti ortopedici (sostituzioni articolari, placche ossee, viti), strumenti chirurgici, componenti dentali e alloggiamenti per apparecchiature diagnostiche sono le principali categorie di parti metalliche medicali lavorate a CNC. Il titanio e l'acciaio inossidabile 316L sono i materiali dominanti. Per la produzione conto terzi di dispositivi medici è richiesta la certificazione del sistema di qualità ISO 13485. La finitura superficiale è una variabile prestazionale critica per gli impianti: valori Ra di 0,1–0,2 µm o migliori sono specificati per le superfici articolate per ridurre al minimo la generazione di detriti da usura, che richiedono la rettifica della finitura o l'elettrolucidatura dopo la lavorazione CNC.
La produzione automobilistica in grandi volumi utilizza la lavorazione CNC principalmente per componenti che richiedono una precisione che la sola fusione o forgiatura non è in grado di ottenere: testate e blocchi motore (lavorazione di finitura di fori, facce e fori filettati), alloggiamenti di trasmissione, corpi di pinze e alberi di precisione. Le applicazioni per sport motoristici e automobilistici ad alte prestazioni utilizzano quasi esclusivamente parti metalliche lavorate a CNC: bielle in titanio, montanti e componenti delle sospensioni in alluminio, collettori di aspirazione in alluminio ricavato dal pieno e mozzi delle ruote di precisione sono tutti esempi. La certificazione del sistema di qualità IATF 16949 e la documentazione PPAP (Production Part Approval Process) sono standard nelle catene di fornitura della produzione automobilistica.
Gli strumenti di perforazione a fondo pozzo, i componenti della testa pozzo, i corpi valvola, i blocchi collettore e i raccordi per recipienti a pressione nell'industria petrolifera e del gas richiedono tornitura e fresatura CNC di grande diametro in leghe ad alta resistenza tra cui acciaio 4140, Inconel e acciaio inossidabile Duplex. I componenti sono soggetti a pressioni estreme, ambienti corrosivi e cicli di temperatura che richiedono sia prestazioni dei materiali che precisione dimensionale. I requisiti di qualificazione dei materiali NACE MR0175/ISO 15156 per ambienti con servizio acido (H₂S) limitano i materiali consentiti e gli stati di trattamento termico per molti componenti del fondo pozzo.
Le parti di precisione lavorate a CNC in alluminio e acciaio inossidabile sono standard nelle apparecchiature di capitale per semiconduttori: bracci robotici per la gestione di wafer, componenti di camere a vuoto, stadi di precisione e dispositivi metrologici. Planarità, parallelismo e tolleranze di posizione nell'intervallo ±0,005 mm sono comuni per le parti di apparecchiature a semiconduttore. L'alluminio 6061-T6 e 7075-T6 sono standard, con anodizzazione dura che fornisce le superfici resistenti all'usura necessarie per la durata dei componenti robotici. Anche i contenitori per l'elettronica di consumo (telai di laptop, telai di telefoni, alloggiamenti di altoparlanti) sono prodotti in grandi volumi in alluminio lavorato a CNC, con finiture sabbiate e anodizzate che forniscono l'aspetto premium che il mercato si aspetta.
Sia che si tratti di procurarsi prototipi di pezzi lavorati a CNC o di qualificare un fornitore per volumi di produzione, lo stesso insieme di capacità e attributi di qualità determina se un fornitore di lavorazioni meccaniche può produrre in modo affidabile pezzi secondo le vostre esigenze.
Fenglan lo è Produttore di componenti elettrici di precisione in Cina, Produttori di componenti di precisione per il settore automobilistico e Fornitori di componenti di precisione industriale. Il vostro partner affidabile nella produzione di parti e componenti dal 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina
Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina  Privacy
Privacy



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17