2026-05-28
2026-05-28 Tolleranze misurate in millesimi di pollice. Questo è il mondo di pezzi meccanici di precisione CNC — componenti prodotti da macchine utensili controllate da computer che rimuovono materiale da un pezzo solido per ottenere dimensioni, finiture superficiali e caratteristiche geometriche esatte. A differenza dei pezzi meccanici di uso generale, i componenti CNC di precisione sono mantenuti a tolleranze ristrette, spesso entro ±0,001 pollici (±0,025 mm) o più ristrette, a seconda dell'applicazione.
Il cuore del processo è l’automazione. Un modello CAD viene tradotto in istruzioni in codice G che dirigono i movimenti degli assi, le velocità del mandrino, le velocità di avanzamento e la profondità di taglio senza spazio per l'interpretazione manuale. Ogni passaggio dell'utensile da taglio segue un percorso definito, motivo per cui due pezzi prodotti a distanza di una settimana sulla stessa macchina risultano dimensionalmente identici. Questa ripetibilità è ciò che rende i componenti di precisione CNC indispensabili nella produzione aerospaziale, dei dispositivi medici, della robotica, automobilistica ed elettronica.
Ciò che separa una parte di "precisione" da una parte lavorata standard non sono solo i numeri più ristretti su un disegno, ma l'intero ambiente di produzione: sale macchine a temperatura controllata, attrezzature rigidamente bilanciate, protocolli di ispezione multipunto e certificazioni dei materiali dalla materia prima in su. Quando una parte svolge un ruolo strutturale o funzionale in un assieme più ampio, la lavorazione CNC di precisione è quasi sempre la scelta giusta.
Diverse operazioni di taglio servono geometrie diverse e le parti di precisione più complesse richiedono una combinazione di processi. Comprendere quale operazione produce quale funzionalità aiuta gli ingegneri a scrivere disegni migliori e aiuta gli acquirenti a porre domande più intelligenti quando acquistano le parti.
La fresatura utilizza utensili da taglio multipunto rotanti per rimuovere il materiale su superfici piane o sagomate, fessure, tasche e fori. La fresatura a 3 assi gestisce la maggior parte delle parti prismatiche, mentre le fresatrici a 4 e 5 assi possono inclinare il pezzo o il mandrino per raggiungere sottosquadri e geometrie curve complesse in un unico setup, riducendo gli errori di fissaggio che si accumulano quando una parte deve essere riposizionata più volte.
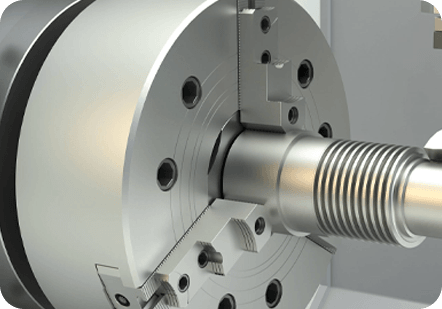
La tornitura fa ruotare il pezzo rispetto a un utensile da taglio fisso, rendendolo il processo di riferimento per le parti cilindriche: alberi, boccole, elementi di fissaggio filettati, ugelli e raccordi. I moderni centri di tornitura CNC spesso includono utensili motorizzati (accessori per fresatura e foratura), quindi è possibile aggiungere fori trasversali, piani e sedi per chiavetta nella stessa operazione senza spostare la parte in una fresatrice.
I torni a fantina mobile guidano barre lunghe e sottili attraverso una boccola di guida posizionata molto vicino alla zona di taglio. Poiché il materiale è supportato proprio in corrispondenza del taglio, queste macchine raggiungono rotondità e finitura superficiale eccezionali su parti di piccolo diametro: si pensi ai perni medici, agli impianti dentali, ai componenti di orologi e agli steli di valvole in miniatura. I diametri inferiori a 32 mm sono il tipico punto debole.
L'elettroerosione erode il materiale utilizzando scintille elettriche controllate anziché il taglio meccanico. L'elettroerosione a filo taglia profili 2D complessi attraverso l'acciaio temprato praticamente senza forze di taglio, rendendolo ideale per cavità di stampi, set di punzoni e matrici e caratteristiche di turbine aerospaziali che si deformano con utensili convenzionali. È più lenta della fresatura ma raggiunge tolleranze di ±0,0001 pollici nei materiali duri.
Quando una parte necessita di una superficie piana con ruvidità superficiale Ra a una cifra o precisione dimensionale inferiore al micron, la rettifica superficiale prende il posto della fresatura. Una mola abrasiva rotante rimuove microquantità di materiale in passaggi misurati in millesimi di millimetro. I componenti in acciaio per utensili temprato e i blocchetti di riscontro di precisione sono candidati tipici.
La selezione del materiale influisce sulla lavorabilità, sulla capacità di tolleranza finale, sulla qualità della finitura superficiale e sulle prestazioni della parte. Il materiale giusto per un componente lavorato con precisione dipende dai requisiti meccanici, dall'ambiente operativo, dagli obiettivi di peso e dalle esigenze di post-elaborazione.
| Material | Applicazioni tipiche | Punti di forza | Considerazioni |
|---|---|---|---|
| Alluminio 6061-T6 / 7075-T6 | Staffe aerospaziali, alloggiamenti, supporti ottici | Ottima lavorabilità, leggerezza, buona conducibilità termica | Durezza inferiore rispetto all'acciaio; il trattamento superficiale è spesso richiesto |
| Acciaio inossidabile 303/316 | Strumenti medici, parti per la lavorazione alimentare, accessori marini | Resistenza alla corrosione, biocompatibilità | Indurisce durante il taglio; richiede utensili più affilati |
| Titanio grado 5 (Ti-6Al-4V) | Elementi di fissaggio aerospaziali, impianti ortopedici | Elevato rapporto resistenza/peso, eccellente biocompatibilità | Una scarsa conduttività termica provoca l'usura dell'utensile; sono necessarie velocità di taglio lente |
| Ottone (C360) | Corpi valvola, raccordi, connettori elettrici | Eccezionale lavorabilità, basso attrito, resistente alla corrosione | Non adatto per ruoli strutturali ad alta temperatura o ad alta resistenza |
| Sbirciare | Attrezzature per la movimentazione di semiconduttori, dispositivi medici | Resistenza chimica, eccellenti proprietà meccaniche a temperature elevate | Costo materiale elevato; richiede un'accurata evacuazione del truciolo |
| Acciaio al carbonio 4140 | Alberi, ingranaggi, attrezzature per utensili | Elevata resistenza, buona lavorabilità prima dell'indurimento | Suscettibile alla corrosione; spesso richiede un rivestimento |
Suggerimento da professionista al momento dell'ordine: richiedi sempre un certificato del materiale (chiamato anche certificato di fabbrica o certificato di conformità) con le tue parti. Questo documento conferma che il materiale grezzo soddisfa la composizione della lega e le proprietà meccaniche specificate, un requisito non negoziabile per le catene di approvvigionamento aerospaziale, medico e della difesa.
I pezzi lavorati con precisione si presentano laddove il guasto non è un'opzione o ovunque gli spazi di assemblaggio siano misurati in micron. I seguenti settori rappresentano gli utenti più esigenti e di maggior volume di componenti di precisione CNC.
Le pale delle turbine, i corpi degli attuatori, i componenti del carrello di atterraggio e le staffe strutturali richiedono tutti tolleranze geometriche strette e la completa tracciabilità dei materiali. Le parti CNC aerospaziali sono generalmente lavorate con leghe di alluminio di grado aerospaziale, titanio e leghe di nichel ad alta temperatura. La certificazione di gestione della qualità AS9100 è il requisito di base per i fornitori di questo settore.
Gli strumenti chirurgici, gli impianti ortopedici e gli alloggiamenti delle apparecchiature diagnostiche devono soddisfare gli standard di qualità ISO 13485 e, per i dispositivi impiantabili, i requisiti di biocompatibilità completa. Le parti di precisione CNC medicali sono spesso realizzate in acciaio inossidabile 316L o titanio grado 5 e richiedono la movimentazione in camere bianche, bordi privi di bave e tracciabilità fino ai numeri di calore delle materie prime.
I componenti del motore, le parti della trasmissione, i collegamenti delle sospensioni e i componenti del sistema frenante dipendono dalla lavorazione CNC di precisione per garantire la coerenza dimensionale su elevati volumi di produzione. Nelle applicazioni per gli sport motoristici, la riduzione del peso spinge i materiali verso l'alluminio e il titanio, mentre le tolleranze sui fori dei cuscinetti e sulle sedi delle valvole vengono mantenute a ±0,005 mm o migliori.
I robot per la gestione dei wafer semiconduttori, i dispositivi di test PCB e i gruppi di dissipatori di calore richiedono componenti di precisione non magnetici e dimensionalmente stabili. L'alluminio e il PEEK sono ampiamente utilizzati qui. Le tolleranze di planarità e parallelismo sulle superfici di accoppiamento sono spesso specificate nell'ordine dei micron a una cifra per garantire un corretto contatto termico o isolamento elettrico.
I giunti robotici, gli alloggiamenti dei servomotori, i carrelli di movimento lineare e i componenti degli effetti finali sono lavorati con precisione per mantenere la precisione di posizionamento per milioni di cicli. Qualsiasi pendenza dimensionale in un giunto lavorato si traduce direttamente in un errore di posizione sulla punta dell'utensile, motivo per cui i componenti CNC di precisione sono fondamentali per le prestazioni dei moderni robot industriali.

Scegliere un fornitore per pezzi meccanici di precisione CNC è una decisione di qualità tanto quanto una decisione di prezzo. Un preventivo basso da parte di un'officina che non dispone delle attrezzature o dei sistemi di qualità per mantenere le vostre tolleranze costerà di più in termini di parti rifiutate, ritardi e risorse rispetto a un preventivo leggermente più alto da parte di un partner capace. Ecco cosa guardare:
La leva più importante sul costo delle parti lavorate a controllo numerico di precisione è il disegno stesso. Gli ingegneri che comprendono i vincoli di lavorazione possono progettare parti più veloci da produrre, più facili da ispezionare e con meno probabilità di generare scarti, senza rinunciare ad alcuna prestazione funzionale.
Uno dei fattori di costo più comuni nelle parti di precisione è la tolleranza eccessiva. Se una tolleranza di ±0,050 mm è funzionalmente sufficiente, il richiamo di ±0,005 mm raddoppia o triplica il tempo di lavorazione e attiva ulteriori fasi di ispezione. Riservare tolleranze strette per caratteristiche che effettivamente si accoppiano con altri componenti, trasportano carichi o creano superfici di tenuta. Tutto il resto dovrebbe avere la tolleranza più ampia che funzioni ancora.
Tasche profonde con raggi di fondo ridotti richiedono frese a candela di piccolo diametro, che sono fragili, lente e costose da gestire. La lavorazione di una tasca profonda 50 mm con un raggio d'angolo di 1 mm potrebbe costare cinque volte di più rispetto alla stessa tasca con un raggio d'angolo di 3 mm. Quando possibile, progettare i raggi interni in modo che corrispondano ai diametri standard degli utensili e limitare i rapporti profondità-larghezza a non più di 4:1.
Ogni volta che una parte viene sbloccata e riposizionata, c'è il rischio di errori di posizione accumulati. Se una parte può essere completamente lavorata con una o due configurazioni anziché quattro, sarà più precisa, più veloce da produrre e meno costosa. Pensa a come verrà fissata la parte quando disponi le lavorazioni su più facce.
Forme di filettatura non standard e diametri di foro strani richiedono utensili speciali che gli operatori potrebbero non avere in magazzino. La standardizzazione su dimensioni di filettatura metriche o unificate comuni (M3, M4, M6 o #4-40, #6-32, 1/4-20) mantiene bassi i costi degli utensili e brevi i tempi di consegna. La stessa logica si applica ai fori alesati: specificare un diametro dell'alesatore standard come 6H7 o 8H7 evita ordini di utensili personalizzati.
L'alluminio lavorato grezzo si ossida. L'acciaio arrugginisce. Anche l'acciaio inossidabile può corrodersi in ambienti aggressivi. La post-elaborazione è il momento in cui un pezzo grezzo lavorato diventa una parte pronta per la produzione, aggiungendo resistenza alla corrosione, resistenza all'usura, durezza o finitura estetica.
Una parte lavorata con precisione è valida tanto quanto la misurazione che conferma che rientra nella tolleranza. Il controllo di qualità in un'officina di precisione CNC seria non è l'ultimo passaggio alla fine della produzione: è intrecciato in ogni fase.
Ispezione in corso d'opera utilizza sistemi di tastatura sulla macchina utensile stessa per misurare le caratteristiche critiche a metà ciclo e compensare automaticamente l'usura dell'utensile. Questo rileva la deriva prima di produrre un lotto di parti fuori tolleranza. L'ispezione fuori macchina utilizza CMM (macchine di misura a coordinate) per verificare la geometria 3D complessa rispetto al modello CAD originale, producendo un rapporto di ispezione formale con dimensioni effettive e nominali per ogni caratteristica critica.
Per le catene di fornitura regolamentate, un pacchetto qualità completo comprende in genere: rapporti di ispezione dimensionale, certificati dei materiali, ispezione della finitura (misurazioni della rugosità superficiale, ispezione visiva per bave) e un certificato di conformità firmato da un ingegnere della qualità. Alcuni contratti richiedono anche dati di controllo statistico del processo (SPC) che dimostrino che il processo di produzione è stabile durante l'intero ciclo di produzione, e non solo che una manciata di parti campione rientra nella tolleranza.
Fenglan lo è Produttore di componenti elettrici di precisione in Cina, Produttori di componenti di precisione per il settore automobilistico e Fornitori di componenti di precisione industriale. Il vostro partner affidabile nella produzione di parti e componenti dal 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina
Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina  Privacy
Privacy



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17