2026-05-08
2026-05-08 Produzione alberi motore è il processo di progettazione, formatura, lavorazione, assemblaggio e collaudo dei componenti meccanici rotanti che trasmettono coppia e potenza di rotazione da un motore a ruote, assi o altri componenti azionati. Un albero di trasmissione, chiamato anche albero di trasmissione, albero di trasmissione o albero di trasmissione a seconda dell'applicazione, deve gestire contemporaneamente carichi torsionali elevati, resistere alla flessione sotto forze dinamiche, funzionare con tolleranze di equilibrio precise e sopravvivere ad anni di carico di fatica ciclica senza guasti. Ottenere il giusto processo di produzione non è quindi solo una questione di tagliare il metallo per dargli la forma desiderata; richiede una sequenza strettamente controllata di selezione dei materiali, operazioni di formatura, lavorazione meccanica di precisione, trattamento termico, finitura superficiale, assemblaggio e rigorosi controlli di qualità.
Gli alberi di trasmissione sono utilizzati in un'ampia gamma di applicazioni: autovetture, camion commerciali, macchine agricole, scatole del cambio industriali, sistemi di propulsione marina, sistemi di attuazione aerospaziali e turbine eoliche si basano tutti su alberi di trasmissione fabbricati di varie dimensioni, materiali e requisiti prestazionali. Anche se i processi specifici variano a seconda dell’applicazione, le sfide fondamentali della produzione sono coerenti: raggiungere la precisione dimensionale, la resistenza meccanica, la rigidità torsionale e l’equilibrio rotazionale richiesti entro gli obiettivi di costo e velocità di produzione.
Questo articolo illustra l'intero processo di produzione dell'albero di trasmissione, dalla selezione delle materie prime all'ispezione finale, coprendo sia la produzione di alberi di trasmissione per autoveicoli che la produzione di alberi industriali, con dettagli pratici su attrezzature, processi, tolleranze e controlli di qualità coinvolti in ogni fase.
Il materiale scelto per un albero motore ne determina la resistenza, il peso, la durata a fatica, la lavorabilità e il costo. I produttori di alberi di trasmissione scelgono tra diverse categorie di materiali a seconda dei requisiti di coppia, della velocità operativa, degli obiettivi di peso e del volume di produzione dell'applicazione.
Gli acciai al carbonio e legati rimangono il materiale dominante per la produzione di alberi di trasmissione nelle applicazioni automobilistiche, dei camion e industriali. Gli acciai a medio carbonio come SAE 1045 sono ampiamente utilizzati per alberi pieni in applicazioni a coppia inferiore grazie alla loro buona combinazione di resistenza, tenacità e lavorabilità a costi relativamente bassi. Per applicazioni con coppia più elevata o critiche per la fatica, vengono specificati acciai legati come SAE 4140 (acciaio al cromo-molibdeno) e SAE 4340 (acciaio al nichel-cromo-molibdeno). Questi gradi sviluppano uno snervamento e una resistenza alla trazione significativamente più elevati dopo il trattamento termico: il 4140 raggiunge in genere un limite di snervamento di 650–1.000 MPa a seconda del trattamento termico, mentre il 4340 può raggiungere 1.400 MPa o superiore in applicazioni aerospaziali e da corsa impegnative. Gli acciai da cementazione come SAE 8620 vengono utilizzati quando è necessaria una superficie dura e resistente all'usura combinata con un nucleo tenace, come negli alberi di trasmissione scanalati che devono resistere allo sfregamento e all'usura sull'interfaccia della scanalatura.
La maggior parte degli alberi motore di automobili e camion utilizzano tubi d'acciaio cavi anziché barre piene. Un tubo cavo fornisce quasi la stessa rigidità e resistenza torsionale di un albero pieno dello stesso diametro esterno ma con una frazione del peso, poiché lo stress torsionale è massimo sulla superficie esterna e il materiale centrale contribuisce poco alla resistenza alla torsione. I tubi di acciaio trafilati a freddo senza saldatura (tipicamente 1026 o 1020 DOM — trafilati su mandrino) sono lo standard per la produzione di tubi per alberi di trasmissione automobilistici. Lo spessore della parete del tubo, il diametro esterno e il tipo di acciaio vengono selezionati attraverso calcoli di sollecitazione torsionale e di flessione per soddisfare i requisiti di coppia e velocità critica del veicolo.
Gli alberi di trasmissione in alluminio, realizzati principalmente con tubi in lega 6061-T6 o 7075-T6, offrono una riduzione del peso del 60–65% rispetto agli alberi in acciaio equivalenti. Questo risparmio di peso migliora il risparmio di carburante del veicolo, riduce l'inerzia rotante (migliorando la risposta all'accelerazione) e riduce l'NVH (rumore, vibrazioni, ruvidità) aumentando la velocità critica dell'albero. La produzione di alberi di trasmissione in alluminio è comune nei veicoli ad alte prestazioni, negli autocarri leggeri e nelle applicazioni da corsa. La principale sfida produttiva dell'alluminio è ottenere un collegamento affidabile del giogo o del raccordo terminale: la minore resistenza dell'alluminio richiede un'attenta progettazione del giunto, spesso utilizzando metodi di saldatura ad attrito o di fissaggio a pressione e bullone anziché la saldatura ad arco convenzionale.
Gli alberi di trasmissione in polimero rinforzato con fibra di carbonio (CFRP) offrono la rigidità specifica più elevata e il peso più basso di qualsiasi materiale per alberi di trasmissione, rendendoli la scelta preferita nelle applicazioni automobilistiche, sportive e aerospaziali ad alte prestazioni in cui il peso e la dinamica di rotazione sono fondamentali. La produzione di alberi di trasmissione in CFRP utilizza l'avvolgimento del filamento, un processo in cui i filamenti di fibra di carbonio impregnati con resina epossidica vengono avvolti su un mandrino ad angoli precisi per sviluppare la rigidità torsionale e di flessione richiesta, seguito dalla polimerizzazione in un'autoclave o in un forno. I raccordi terminali in metallo sono incollati e fissati meccanicamente al tubo composito. Gli alberi in fibra di carbonio possono raggiungere velocità critiche 2-3 volte superiori rispetto agli alberi equivalenti in acciaio, consentendo agli alberi di trasmissione in un unico pezzo di sostituire i gruppi in acciaio in due pezzi nelle applicazioni più lunghe.
Un processo completo di produzione dell'albero di trasmissione prevede più operazioni sequenziali. Ogni fase si basa su quella precedente e il controllo di qualità nelle fasi intermedie è essenziale per evitare errori di composizione che influiscono sulle prestazioni del prodotto finale.
La materia prima arriva al produttore dell'albero motore sotto forma di barre tagliate su misura, tubi senza saldatura o tubi a spirale, a seconda del metodo di produzione. I dischi da taglio con sega a freddo o quelli abrasivi tagliano il materiale alla lunghezza approssimativa con un piccolo sovrametallo di lavorazione. Le estremità tagliate vengono sbavate per rimuovere gli spigoli vivi che potrebbero danneggiare l'utensileria a valle o creare concentrazioni di stress. Per gli alberi a tubo cavo, la rettilineità del tubo viene verificata in questa fase: i tubi con un'eccessiva curvatura vengono scartati o raddrizzati prima dell'ulteriore lavorazione, poiché la rettilineità del tubo influisce direttamente sull'eccentricità e sull'equilibrio finali dell'albero.
I raccordi terminali di un albero motore (gioghi, flange e alberi fusi) sono generalmente prodotti separatamente mediante forgiatura a caldo o a freddo prima di essere fissati al tubo. La forgiatura a caldo riscalda la billetta d'acciaio a 1.100–1.250 °C e la modella sotto elevate forze di stampa in uno stampo. La forgiatura a caldo produce parti con un eccellente flusso dei grani allineato alla geometria del pezzo, con conseguente maggiore resistenza alla fatica rispetto alle alternative lavorate da barra. I pezzi grezzi forgiati vengono quindi rifilati, granigliati per rimuovere le incrostazioni e passati alle operazioni di lavorazione. Per la produzione automobilistica in grandi volumi, è comune anche la forgiatura a freddo di raccordi terminali più piccoli: la forgiatura a freddo produce tolleranze dimensionali più strette e una migliore finitura superficiale direttamente dalla forgia, riducendo le successive esigenze di lavorazione.
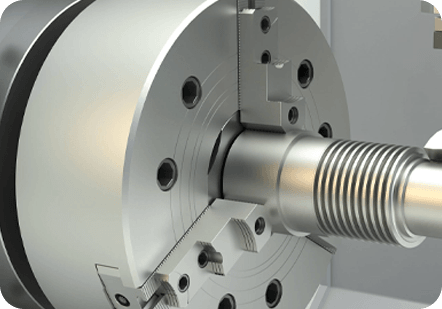
Le operazioni di tornitura di precisione stabiliscono i diametri critici, le superfici dei perni dei cuscinetti e le caratteristiche della spalla dell'albero motore. I centri di tornitura CNC lavorano l'albero tra i centri (utilizzando fori centrali rettificati su entrambe le estremità) per mantenere la concentricità su tutti i diametri torniti. Le tolleranze dei perni dei cuscinetti sono generalmente accoppiamenti h6 o k6, che richiedono una precisione diametrale compresa tra 10 e 20 micrometri, ottenute mediante tornitura di finitura seguita da rettifica cilindrica. Le sezioni scanalate vengono prodotte mediante dentatura, brocciatura o fresatura CNC a seconda della geometria e del volume della scanalatura. Le scanalature esterne sugli alberi di trasmissione automobilistici sono più comunemente laminate a freddo anziché tagliate: la laminazione a freddo sposta il metallo verso l'esterno per formare i denti della scanalatura, producendo una superficie indurita con tensioni residue di compressione che migliorano significativamente la durata a fatica rispetto alle scanalature lavorate.
Per gli alberi di trasmissione in acciaio, il tubo e le forcelle terminali o le flange sono uniti mediante saldatura, più comunemente saldatura ad attrito (rotativa o lineare) o saldatura MIG/MAG. La saldatura per attrito è il metodo preferito nella produzione di alberi di trasmissione automobilistici in grandi volumi perché produce saldature costantemente di alta qualità e completamente consolidate senza metallo d'apporto, porosità o problemi di zone alterate dal calore (HAZ) associati alla saldatura per fusione. Nel processo di saldatura ad attrito, un componente ruota ad alta velocità mentre l'altro viene tenuto fermo e premuto assialmente contro di esso; il calore per attrito plastifica il materiale dell'interfaccia e, quando la rotazione si arresta, una forza assiale di forgiatura consolida il giunto. I giunti dell'albero di trasmissione saldati per attrito raggiungono il 90–100% della resistenza del metallo base e possono essere prodotti con tempi di ciclo di 15–30 secondi per giunto. Per gli alberi di veicoli industriali e commerciali di volume ridotto, il metodo di giunzione standard è la saldatura MIG con adeguato preriscaldamento e ispezione post-saldatura.
Il trattamento termico dopo la lavorazione e la saldatura sviluppa le proprietà meccaniche richieste nel materiale dell'albero. L'indurimento completo (tempra e rinvenimento) degli alberi in acciaio legato porta il materiale alla durezza e alla resistenza alla trazione specificate, in genere 28–35 HRC per alberi industriali generali e 38–48 HRC per applicazioni ad alte prestazioni. La tempra a induzione è ampiamente utilizzata per indurire selettivamente i perni dei cuscinetti, le scanalature e altre superfici soggette a usura sull'albero senza indurire l'intero componente. Il processo di induzione riscalda una zona localizzata molto rapidamente utilizzando l'induzione elettromagnetica, seguita da un raffreddamento immediato, producendo uno strato superficiale martensitico duro (tipicamente profondo 1–3 mm) con un nucleo resistente non indurito. Le superfici temprate a induzione raggiungono tipicamente 55–62 HRC e presentano benefiche sollecitazioni residue di compressione che migliorano la resistenza alla fatica. Dopo la tempra, il rinvenimento a bassa temperatura a 150–200°C allevia le sollecitazioni di tempra senza ridurre significativamente la durezza.
Il trattamento termico e la saldatura introducono invariabilmente una certa distorsione nell'albero. La raddrizzatura viene eseguita su una pressa raddrizzatrice o un sistema di raddrizzatura controllato da CNC che misura l'eccentricità dell'albero in più punti e applica forze di flessione controllate per portare l'albero entro la tolleranza di rettilineità specificata: in genere 0,2–0,5 mm di eccentricità totale dell'indicatore (TIR) sull'intera lunghezza dell'albero per applicazioni automobilistiche e fino a 0,05 mm TIR per alberi industriali di precisione. La raddrizzatura deve essere eseguita con attenzione per evitare di sollecitare eccessivamente l'albero o di introdurre tensioni residue che causino una nuova flessione in servizio.
La rettifica cilindrica dei perni dei cuscinetti e delle superfici di tenuta porta le dimensioni alla tolleranza finale e ottiene la finitura superficiale richiesta. I perni dei cuscinetti sugli alberi industriali di precisione sono generalmente rettificati a Ra 0,4–0,8 µm e mantenuti a una rotondità entro 5 micrometri. La rettifica senza centri viene utilizzata per perni temprati e diametri di albero più piccoli dove la rettifica tra i centri non è pratica. Alcune applicazioni richiedono la superfinitura (levigatura o lappatura dei perni dei cuscinetti con Ra inferiore a 0,1 µm) per ridurre al minimo l'attrito e l'usura dei cuscinetti. La pallinatura superficiale viene applicata in aree critiche per la fatica, in particolare in corrispondenza dei raggi di raccordo, delle scanalature e delle estremità delle saldature, per introdurre benefiche sollecitazioni residue di compressione che prolungano la durata a fatica del 20–50% rispetto alle superfici non pallinate.

L'equilibratura dinamica è una delle operazioni più importanti nella produzione di alberi di trasmissione e una delle più spesso fraintese. Qualsiasi albero rotante ha una massa distribuita attorno al proprio asse di rotazione e, se tale distribuzione di massa non è perfettamente simmetrica, l'albero genera forze centrifughe mentre ruota che producono vibrazioni, rumore, carichi sui cuscinetti e, in definitiva, danni da fatica nella trasmissione. Maggiore è la velocità operativa, più critico diventa l'equilibrio: anche piccole masse sbilanciate creano grandi forze centrifughe ad alti regimi.
Gli alberi di trasmissione sono bilanciati su macchine equilibratrici dinamiche che fanno girare l'albero e misurano simultaneamente le forze di vibrazione generate in due piani di correzione. La macchina calcola l'entità e la posizione angolare dello squilibrio in ciascun piano e visualizza la correzione richiesta. La correzione viene effettuata aggiungendo pesi di bilanciamento (tipicamente piccoli morsetti o pezzi saldati), perforando o fresando materiale da punti pesanti o aggiungendo argilla correttiva per le prove di configurazione iniziali. Gli alberi di trasmissione automobilistici sono generalmente bilanciati secondo ISO 1940 grado G6.3 o migliore, il che significa che lo squilibrio specifico residuo è inferiore a 6,3 grammi-millimetri per chilogrammo di massa dell'albero per piano di correzione. Gli alberi ad alta velocità o di precisione sono bilanciati a G2.5 o G1.0. Dopo il bilanciamento, l'albero viene nuovamente filato per verificare che lo squilibrio residuo rientri nelle specifiche prima di passare all'ispezione finale.
I produttori di alberi di trasmissione applicano una strategia di ispezione della qualità a più livelli che combina controlli in-process in ogni fase di produzione con l'ispezione finale dell'assieme completato. La tabella seguente riassume i principali metodi di ispezione utilizzati nella produzione dell'albero di trasmissione e ciò che ciascuno di essi verifica:
| Metodo di ispezione | Cosa controlla | Fase applicata |
| Ispezione dimensionale CMM | Tutti i diametri, lunghezze e caratteristiche GD&T critici | Post-lavorazione, finale |
| Misurazione del runout (TIR) | Rettilineità e concentricità dell'albero | Post-stiratura, finale |
| Test di durezza (Rockwell) | Durezza superficiale e a cuore dopo il trattamento termico | Trattamento post-termico |
| Ispezione con particelle magnetiche (MPI) | Crepe superficiali e vicine alla superficie, difetti di saldatura | Post-saldatura, post-molatura, finale |
| Test ad ultrasuoni (UT) | Difetti interni, integrità della saldatura, difetti dei materiali | Applicazioni critiche post-saldatura |
| Prova di equilibrio dinamico | Squilibrio residuo in due piani di correzione | Post-assemblaggio, finale |
| Prove di fatica torsionale | Durata dell'albero sotto carico di coppia ciclica | Sviluppo, audit periodici della produzione |
| Misurazione della rugosità superficiale | Ra e Rz dei perni dei cuscinetti e delle superfici di tenuta | Post-molatura, finale |
| Ispezione del profilo spline | Profilo del dente della spline, passo, passo e classe di adattamento | Operazione post-spline, finale |
Mentre i processi di produzione principali sono simili per tutte le applicazioni, la produzione dell’albero motore varia in modo significativo nei dettagli a seconda del settore e dei requisiti prestazionali specifici coinvolti.
La produzione di alberi di trasmissione per autovetture e autocarri leggeri è caratterizzata da volumi elevati, stretto controllo dei costi e rigorosi standard di qualità OEM. Le linee di produzione per alberi cardanici automobilistici utilizzano generalmente la saldatura ad attrito automatizzata di gioghi forgiati su tubi in acciaio DOM, macchine equilibratrici CNC integrate nella linea e test di fine linea al 100% tra cui verifica dimensionale, controlli di integrità della saldatura e conferma del bilanciamento dinamico. I gruppi di giunti omocinetici (CV) per gli alberi dell'asse della trazione anteriore prevedono la rettifica di precisione delle piste delle sfere, il trattamento termico controllato delle piste interne ed esterne e l'assemblaggio in camera bianca per prevenire la contaminazione del giunto riempito di grasso. I produttori di alberi di trasmissione per autoveicoli devono conformarsi agli standard di gestione della qualità IATF 16949 e presentare PPAP (processi di approvazione delle parti di produzione) ai clienti OEM prima del lancio della produzione.
La produzione di alberi di trasmissione industriali per scatole del cambio, pompe, compressori e macchinari pesanti comporta in genere volumi inferiori, dimensioni degli alberi più grandi e spessori di sezione più pesanti rispetto al lavoro automobilistico. Gli alberi sono spesso lavorati da barre piene anziché da tubi e le operazioni di lavorazione comportano tagli di sgrossatura pesanti seguiti da tornitura di semifinitura e finitura, rettifica e brocciatura o fresatura di sedi per chiavetta. Gli alberi industriali più grandi vengono normalizzati o ricotti prima della lavorazione meccanica per alleviare le sollecitazioni di forgiatura o laminazione, quindi bonificati fino alle proprietà finali. La copertura dei test non distruttivi è in genere più estesa sugli alberi industriali: l'ispezione a ultrasuoni al 100% delle materie prime e l'ispezione con particelle magnetiche delle superfici finite sono comuni per applicazioni critiche come gli alberi di uscita del cambio nelle turbine eoliche o nei sistemi di propulsione marina.
La produzione di alberi di trasmissione nel settore aerospaziale, per rotori di coda di elicotteri, trasmissioni di accessori per aerei e sistemi di attuazione, richiede la massima precisione, tracciabilità dei materiali e documentazione del processo di qualsiasi applicazione di alberi di trasmissione. I materiali sono in genere acciaio 4340M di grado aerospaziale (VAR — rifuso ad arco sotto vuoto), lega di titanio (Ti-6Al-4V) o CFRP. Ogni lotto di materiale è tracciabile attraverso la certificazione di fusione e i registri dei test meccanici. Tutte le operazioni di lavorazione meccanica, trattamento termico e trattamento superficiale vengono eseguite secondo processi controllati e qualificati con registrazioni complete conservate per tutta la vita dell'aeromobile. L'ispezione NDT comprende l'ispezione con liquidi penetranti fluorescenti (FPI) di tutte le superfici, l'ispezione a ultrasuoni dei pezzi forgiati e la verifica dimensionale sulle CMM con calibrazione tracciabile rispetto agli standard nazionali. Gli alberi aerospaziali finiti vengono sottoposti a test di coppia di prova prima dell'accettazione e gli alberi critici per il volo possono richiedere test di rotazione a velocità operativa per verificare l'integrità strutturale.
Comprendere le modalità di guasto più frequenti nella produzione di alberi di trasmissione aiuta i produttori a implementare misure preventive mirate nelle giuste fasi del processo.
Un processo di produzione disciplinato degli alberi di trasmissione, con chiari controlli di processo, misurazioni in corso e test di verifica finale, è ciò che distingue gli alberi di trasmissione che forniscono silenziosamente centinaia di migliaia di chilometri di servizio affidabile da quelli che generano resi in garanzia, reclami NVH e guasti sul campo. Investire nella capacità del processo in ogni fase della produzione è sempre più conveniente che scoprire i difetti durante l'ispezione finale o, peggio, sul campo.
Fenglan lo è Produttore di componenti elettrici di precisione in Cina, Produttori di componenti di precisione per il settore automobilistico e Fornitori di componenti di precisione industriale. Il vostro partner affidabile nella produzione di parti e componenti dal 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina
Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina  Privacy
Privacy



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17