2026-05-09
2026-05-09 Non tutti i progetti vengono eseguiti su scala di produzione di massa. Le startup che costruiscono prodotti a motore di prima generazione, i team di ingegneri che convalidano un nuovo progetto di trasmissione e gli OEM che acquistano alberi sostitutivi per apparecchiature legacy condividono tutti la stessa esigenza: un piccolo numero di alberi motore di precisione realizzati secondo specifiche esatte, senza essere costretti a un ordine minimo di migliaia. La produzione di alberi motore in piccoli lotti colma questa lacuna e la domanda è cresciuta costantemente man mano che i cicli di sviluppo del prodotto si accorciano e le applicazioni di motori personalizzati diventano più diffuse.
La sfida è che gli alberi motore non sono parti disponibili in commercio come lo sono gli elementi di fissaggio o i cuscinetti standard. Diametro, lunghezza, geometria della chiavetta, finitura superficiale e qualità del materiale devono tutti corrispondere allo specifico alloggiamento del motore e al carico condotto. Ordinare in piccole quantità aggiunge un ulteriore livello di complessità: i costi unitari sono più elevati, non tutte le officine meccaniche sono predisposte per lavori di precisione a basso volume e i tempi di consegna possono variare in modo significativo a seconda di come un fornitore struttura il proprio reparto di produzione. Capire come gestire questi fattori è il punto di partenza per un ordine di piccoli lotti di successo.
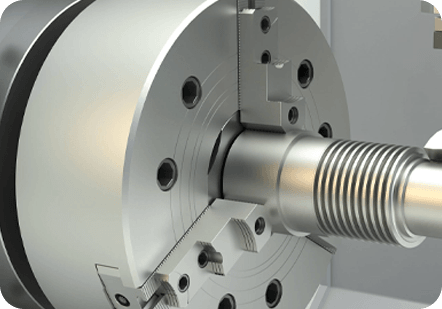
Prima di effettuare qualsiasi ordine è utile avere ben chiaro cosa rende un albero motore un componente di precisione e non un semplice pezzo tornito. I requisiti funzionali sono impegnativi: l'albero deve trasmettere la coppia senza deformarsi, mantenere strette tolleranze dimensionali nelle zone di contatto dei cuscinetti e resistere alla fatica sotto carico ciclico. Ogni decisione sui materiali e sulla geometria deriva da tali requisiti.
Selezione del materiale per albero motore di piccola serie la lavorazione meccanica si riduce in genere a tre opzioni principali, ciascuna con compromessi pratici:
| Materiale | Grado tipico | Ideale per | Note |
| Acciaio al carbonio | 1045, 1060 | Motori per uso generale, progetti sensibili ai costi | Buona lavorabilità; trattabile termicamente per una maggiore durezza |
| Acciaio legato | 4140, 4340 | Applicazioni a coppia elevata o ad alta velocità | Resistenza alla fatica superiore; standard per alberi di motori industriali |
| Acciaio inossidabile | 303, 316 | Ambienti alimentari, medici o corrosivi | Maggiori costi di materiale e lavorazione; resistenza inferiore rispetto all'acciaio legato |
Quando si invia un disegno o una richiesta di offerta per un albero motore personalizzato, è necessario definire chiaramente le seguenti caratteristiche per evitare avanti e indietro con l'officina meccanica:
La tolleranza è il punto in cui gli ordini di alberi motore in piccoli lotti incontrano più spesso problemi. Tolleranze eccessive aumentano tempi e costi di lavorazione su ogni parte; specificarli in modo insufficiente porta a problemi di adattamento nell'assemblaggio. L’approccio pratico consiste nell’applicare tolleranze strette solo dove le prestazioni funzionali le richiedono realmente e utilizzare tolleranze commerciali standard ovunque.
Le sedi dei cuscinetti sono la zona più critica per la tolleranza su un tipico albero motore. Un accoppiamento con interferenza k5 o m5 sul diametro esterno dell'albero è comune per i cuscinetti press-fit, mentre un accoppiamento j5 o h6 è adatto ai cuscinetti che necessitano di rimozione occasionale. All'estremità di comando, dove un giunto, una puleggia o un ingranaggio si interfaccia con l'albero, in genere è sufficiente una tolleranza h6 o h7 sul diametro dell'albero. Le tolleranze della larghezza della chiavetta seguono gli standard ISO o DIN a seconda del mercato di riferimento e il tuo fornitore dovrebbe essere in grado di lavorare su entrambi.
Per la finitura superficiale, le zone di contatto del cuscinetto richiedono tipicamente Ra 0,4–0,8 µm. Le aree di contatto della guarnizione potrebbero richiedere Ra 0,2–0,4 µm per prevenire l'usura prematura. Il resto dell'albero può essere lasciato con una finitura tornita standard (Ra 1,6–3,2 µm), che mantiene sotto controllo i tempi e i costi di lavorazione senza compromettere la funzionalità.

Non tutte le officine meccaniche CNC sono adatte per la lavorazione di alberi motore di precisione a basso volume. Alcuni negozi sono ottimizzati per cicli di produzione di grandi volumi e rifiutano piccoli ordini o li fissano un prezzo non competitivo. Altri sono specializzati in prototipi e componenti di precisione a breve termine e sono realmente predisposti per gestire in modo efficiente ordini di 5, 20 o 50 pezzi. Sapere cosa cercare fa risparmiare tempo nel processo di approvvigionamento.
Una richiesta di preventivo ben strutturata riduce i tempi di andata e ritorno e ti consente di ottenere un prezzo più accurato più velocemente. Come minimo, includere:
Comprendere i costi determinanti nella produzione di alberi motore in piccoli lotti aiuta a prendere decisioni più intelligenti in materia di progettazione e approvvigionamento anziché limitarsi ad accettare il primo preventivo ricevuto. Il costo unitario nella produzione a basso volume è sempre più elevato rispetto alla produzione di massa, ma il divario varia notevolmente a seconda di come la parte è progettata e specificata.
Il tempo di installazione è il fattore di costo più importante nelle tirature di piccole quantità. Un tornio CNC deve essere programmato, attrezzato e verificato prima che la prima parte venga tagliata e il costo fisso viene distribuito su un numero inferiore di unità in un piccolo lotto. I progetti che riducono al minimo il numero di operazioni, cambi di utensile e rimontaggio delle parti produrranno preventivi inferiori. Ove possibile, evitare lavorazioni che richiedono operazioni secondarie: fori decentrati, forature trasversali complesse o profili di chiavetta non standard fanno perdere tempo.
La macinazione è un altro fattore di costo significativo. Se la vostra applicazione richiede tolleranze strette e finiture superficiali eccellenti sui perni dei cuscinetti, di solito è necessaria la rettifica cilindrica dopo la tornitura, aggiungendo tempo e costi di attrezzatura. Se il tuo progetto consente tolleranze leggermente più ampie nelle zone non critiche, specificale in questo modo esplicitamente sul disegno anziché lasciare che l'operatore macchinista si attenga allo standard più rigoroso.
Per gli ordini di alberi motore in piccoli lotti, in particolare i primi articoli di un nuovo fornitore, vale la pena eseguire l'ispezione in entrata prima che le parti vengano assemblate. Individuare una non conformità dimensionale nella fase di merce in arrivo è molto meno costoso che scoprirla nel corso dell'assemblaggio o dopo che un motore è stato costruito e testato.
Le verifiche pratiche da eseguire su un lotto di albero motore ricevuto includono:
Per ordini ripetuti da un fornitore qualificato, un piano di campionamento ridotto è ragionevole, ma un'ispezione completa del primo articolo su qualsiasi nuovo fornitore o dopo qualsiasi modifica al progetto vale sempre l'investimento di tempo.
Fenglan lo è Produttore di componenti elettrici di precisione in Cina, Produttori di componenti di precisione per il settore automobilistico e Fornitori di componenti di precisione industriale. Il vostro partner affidabile nella produzione di parti e componenti dal 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina
Add: No.60, East Zhuanghe Road, città di Chunjiang, villaggio Wei, distretto di Xinbei, città di Changzhou, Cina  Privacy
Privacy



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17